Mark Langford's KR2S - "Phoenix 2" 3100cc Corvair engine
The "Phoenix 2" Fifth Bearing 3100cc Corvair
created Sept 26, 2008, updated December 2008
This engine rebuild was due to breaking a second crank in January of 2008. That one was nitrided and had nice radii on the journals, and made it considerably further than my first one, which only lasted 40 hours (but it wasn't nitrided). The case is the same "Phoenix" engine case that I was using when the crank broke. I was just lucky that when the crank broke, I was at 7500' and knew I could glide back to my home airport, so I switched it off to save the engine. It was a clean break that didn't do any machine work on the number four bearing area, so all I needed to do was was give the case a good pressure washing for this incarnation.
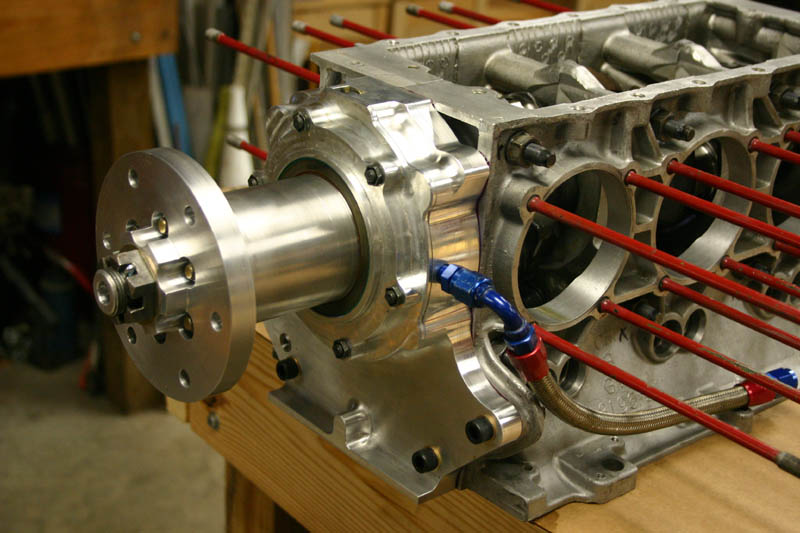
This is one of William Wynne's front bearings installed on the front of the case. Although I'm sure I could've handled the installation to the case, William and Mark at Falcon wanted to make sure that it was installed correctly and knew what the clearances were, so testing would yield results that were truly informative. This setup incorporates a thrust bearing at the front of the engine, and uses a "regular" bearing in the other end of the engine that was formerly the thrust bearing.

I consider myself lucky to have new cylinders and pistons for this engine. The last incarnation of the 3100cc Phoenix engine used the same scored cylinders and pistons that were in my original 3100cc engine. These are fresh out of the oven, after cooking at 400 degrees to cure the paint, which is Dupli-Color High Heat Ceramic (DH1602).

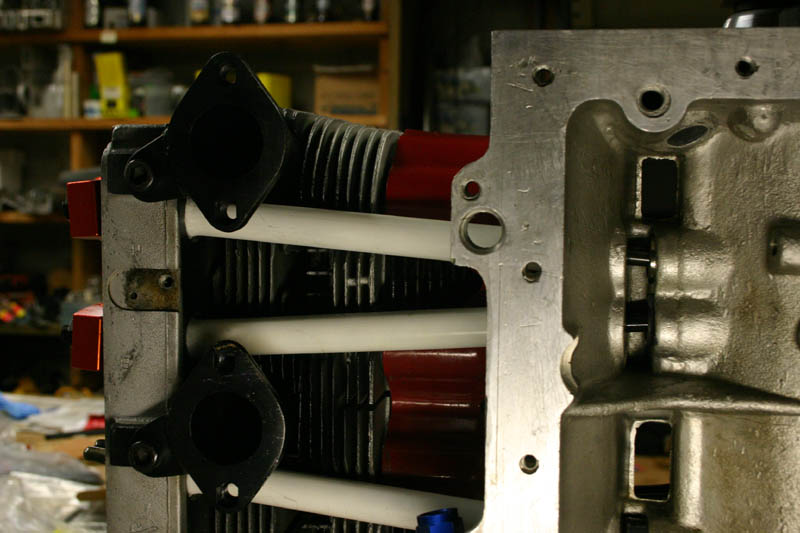
I'm also using a "new" pair of heads, this time 110 hp heads that were done by Bob Sutcliffe years ago. One modification I always make is to mill off the carb mounts and install studs that are screwed in from below, which lowers the height of the intake manifolds. The manifolds are the high point of my engine...and the pilot's side actually touches the cowling.
Here's one way to tie the head down while hacking off the carb boss with a reciprocating saw. Then I milled the flange flat in a couple of minutes.

Next was to mill off the carburetor bosses to lower the installed height of the intake manifold. 3100cc heads are different anyway due to being bored out for 94mm VW cylinders, so this milling operation didn't exactly contribute to the uniqueness of the heads, and at least bolting the intake pipes on gives me some interchangeability between sides.

I printed out templates for the stud hole locations on my laser printer with transparancy plastic.
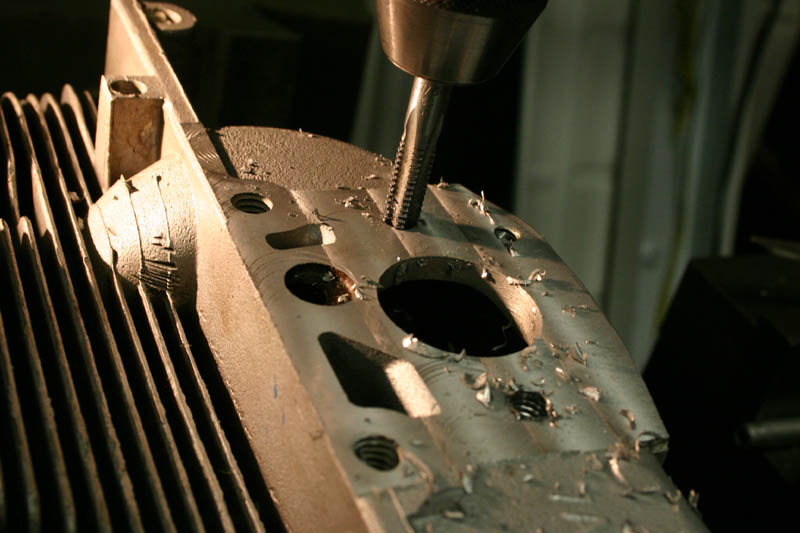
The holes were threaded on the mill.

These are 1" long 5/16-18 set screws with a nut welded to one end. In retrospect, I should've used washers, because I'd have had a lot less grinding to do to get them thinned down.
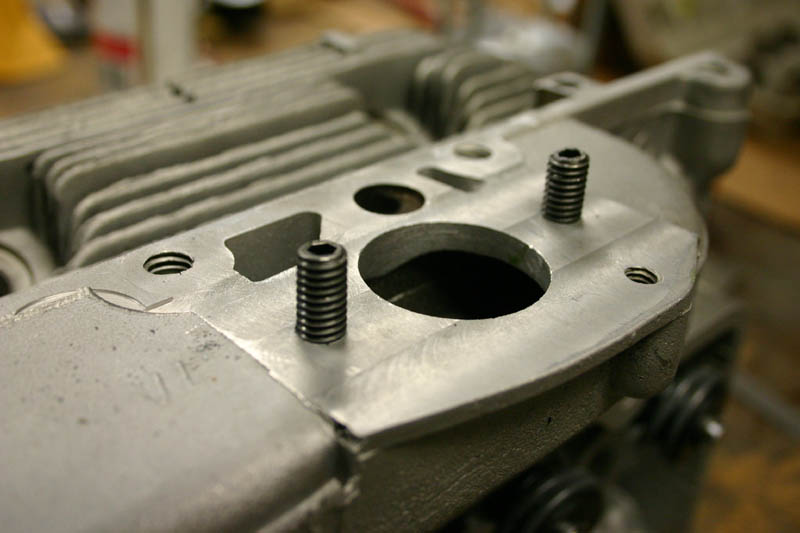
The end result is a connection that works well, and is versatile in that I can easily modify the intake setup, and clean inside the manifold log after a valve job.

This is one of several bosses on the oil housing that needed to be cleaned up. If I hadn't milled them flat again, this almost certainly would have been a big oil leaker.

I now have a scale that measures in terms of 1/10 gram, so I balanced opposing piston/ring/rod sets to within .1 grams of each other. The result was the smoothest engine I've ever built.

These heads needed a lot of deflashing between the fins. There were several places where the entire passage was blocked by flashing. The file handle shown is an R8 mill collet and a drill chuck, for lack of anything better on hand.

A 6" long 1/8" drill bit is a good start, and then a thin flat file will open up the holes nicely.

I used an old engine case as a fixture to knock the pistons into the cylinders. I think I got this idea at one of William's Corvair Colleges. I use a regular ring compressor, and here I tap the edges of the compressor into good contact with the top of the cylinder, then tighten the compressor up as tight as I can get it and give the piston one good whack with the handle end. If it doesn't go right in I'll check it, but I've never broken a ring this way. I lube the pistons with a shot of WD-40 when I put the ring compressor around it, but that's all I do for them.

These heads use steel exhaust stacks with bolt-on flanges. They are perfectly flat and inline with each other, since they were surfaced after installation on the mill.

Since I'm using a high volume oil pump to ensure the happiness of the front bearing, I opened up the passageways to and from the pump.
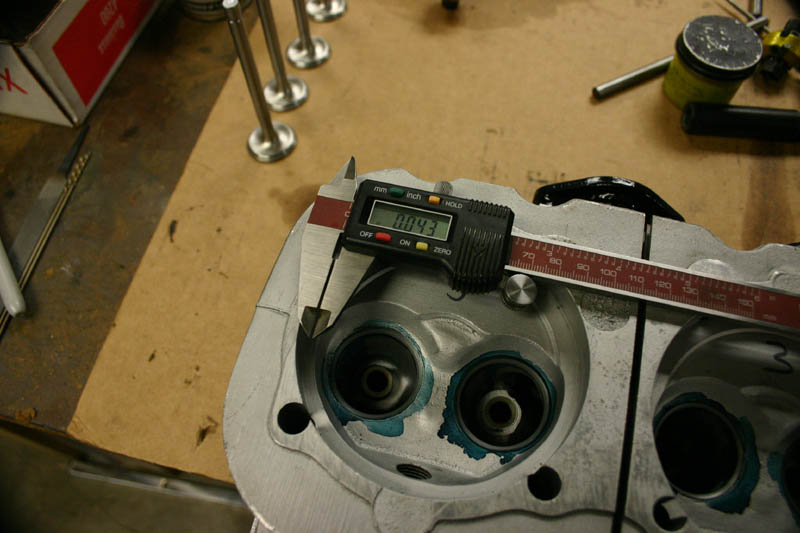
This picture is to remind me that typical depth of the combustion chamber "step" around the combustion chamber is about .043" on this set of heads. This is one of the numbers that help determine if you quench is going to be prone to detonation. Conventional Corvair wisdom is to keep the total distance between the piston (at TDC) and the flat "deck" of the combustion chamber to something between .025" and .045". This .043, combined with my .038" head gasket thickness and .011" deck height (distance from piston crown to cylinder wall) means that my quench distance is around .092, so my engine is more susceptible to detonation with low octane fuel than it would be if I had zero deck height, a .030" head gasket, and no "step" in the cylinder (like my 2700cc 95hp headed engine).
I'm curious to see if this engine will still run detonation free with 93 octane auto fuel, given the 9.4:1 compression ratio (exactly the same as the 2700cc engine with better quench properties).
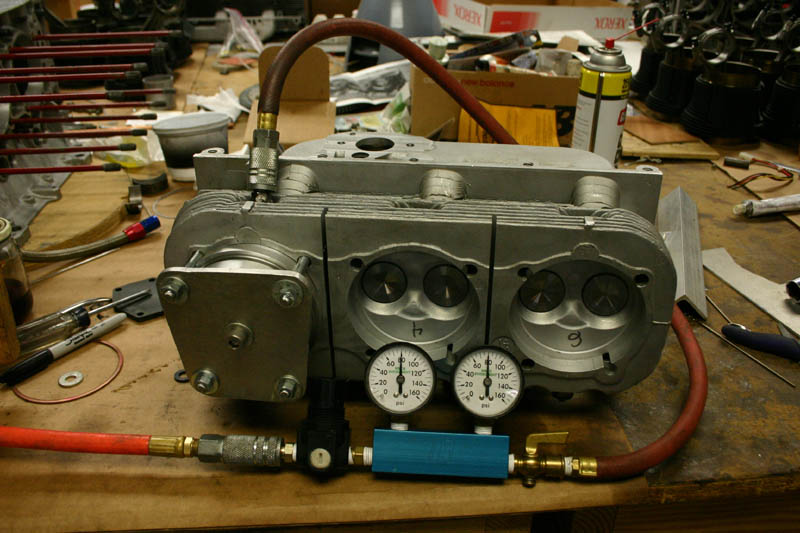
As usual, I did a differential compression check on the chambers before I even put the engine together, just to make sure none of the valves leaked. They were all 80/80.After the engine was assembled, I did another one to check rings, and I got 80/80 on four of them, 78/80 on one, and 77/80 on another. That ain't bad for cold pistons with zero running time, assembled with nothing more than a little 30 wt oil!

I often hear people talking about "somebody" having welded on their heads or case, therefore making it suspect. This was routinely done by the factory to salvage case and head castings, and it's not unusual at all.

Since I reused my lifters, I had to disassemble them to drain the oil out, clean them up, and reassemble them. I use an egg carton (which conveniently has 12 holes, and has a handy top to keep dust out) to keep up with which one came from which lifter bore, so they all go back right where they came from. If I were to just throw them back in wherever I wanted, the cam would suffer from very rapid wear due to the uneven wear patterns that are set up between lifters and the cam lobes.

A drill press is used to compress the spring when reinstalling the lifter guts. I learned this trick from William Wynne. He's done this a time or two.

This time I painted my pushrod tubes with high temp ceramic paint rather than powder coating them (just an experiment) and as always, cleaned the o-ring groves with a dremel wire brush. Note the difference in the cleaned one and the dirty one. This is the difference in leaking oil and being a clean engine.
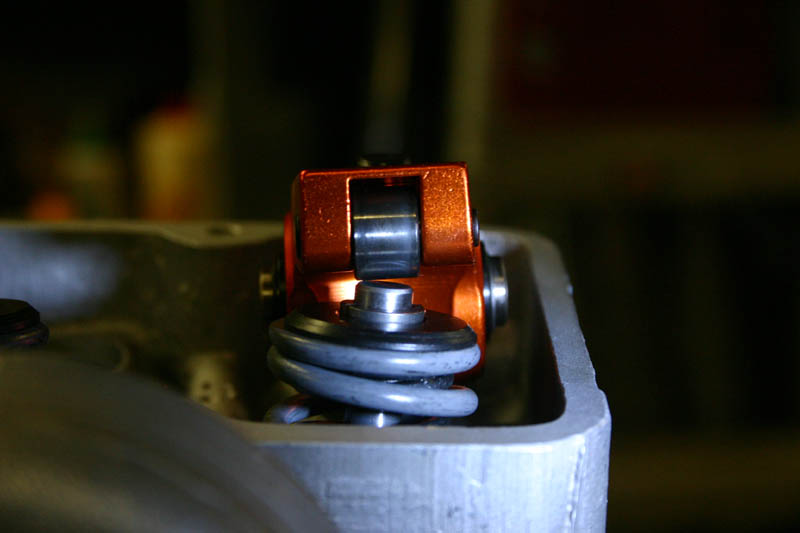
I'm using roller rockers, and I always have to goof around a little to figure out which ones are for the intakes and which ones are exhausts. This is the easy way...just stick it on and see where it rests. This one's not right, obviously.

When installing cylinders/pistons and heads, I get everything in order, cleaned and ready to go, because all of this stuff needs to go together in one quick operation because of the silicone sealer "base gasket" that I use. It's just a thin bead of Ultra Black silicone, with no cylinder shim or other gasket. I've never had one leak.

I made these little "cylinder retainers" to immobilize each cylinder after assembly and connection of the rod to the crank. Otherwise turning the crank will force the cylinder away from the engine block, and goof up the bead of silicone sealer at the base of the cylinder. Before anybody accuses me of wasting perfectly good aluminum (instead of wood), this is 6063, which is worse than wood, as far as I'm concerned. It's better used for some mundane project, than accidently ending up in a "structural" application.
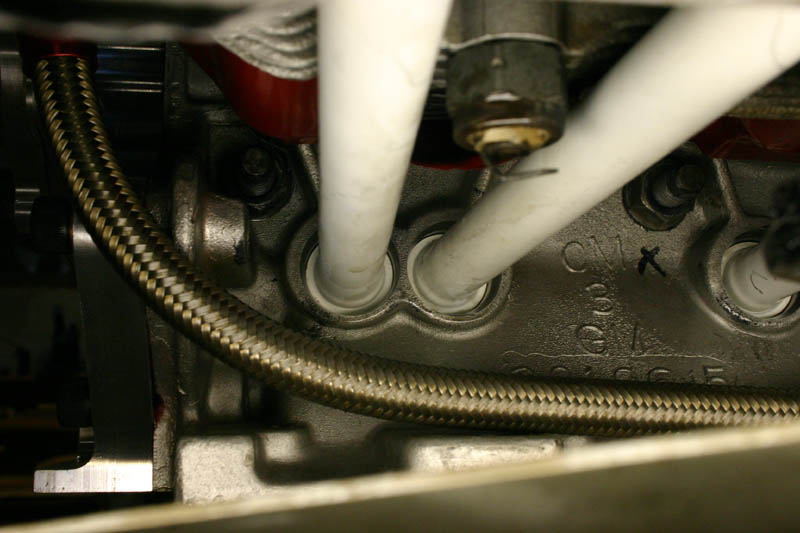
Pushrod tubes are assembled with no o-ring on the inside end of the tube, then the o-ring is installed, and the pushrod is installed in the lifter hole with a gentle push on a socket. Tapping one with a hammer is a sign that something's not lined up right, and is cause for investigation. It should slip right in the hole. Don't forget to lubricate the o-ring and the lifter bore area where it seats.

The "stud girdles" are another place where the o-rings need to go. Again, lubricated.
When finished, I always check to make sure no o-rings are rolled out of the lip. Fixing that is a lot more painful after the heads are torqued!
After the heads are torqued and while the rockers are installed, it's a good idea to still have the oil pan off so you can make sure the pushrods are bottomed in the lifters before adjusting the valves. This visibility also meakes it easy to figure out whether or not you're on the compression stroke or the exhaust stroke for any given cylinder during the valve adjustment process.
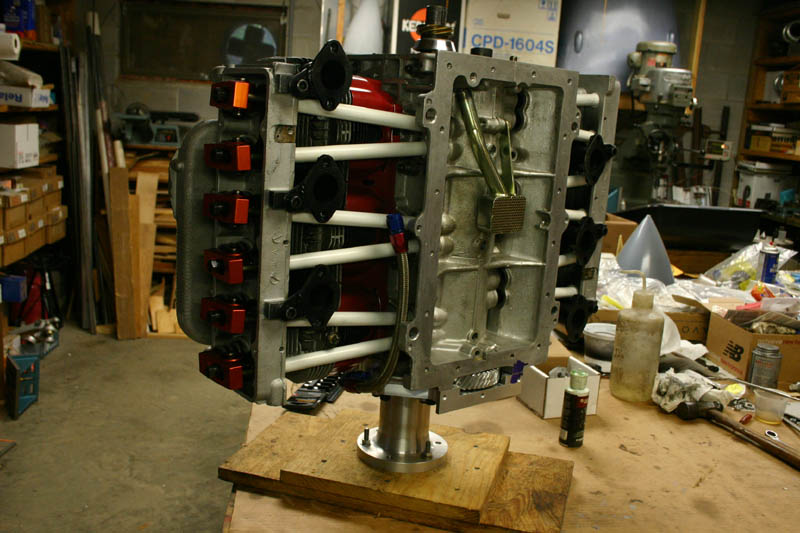
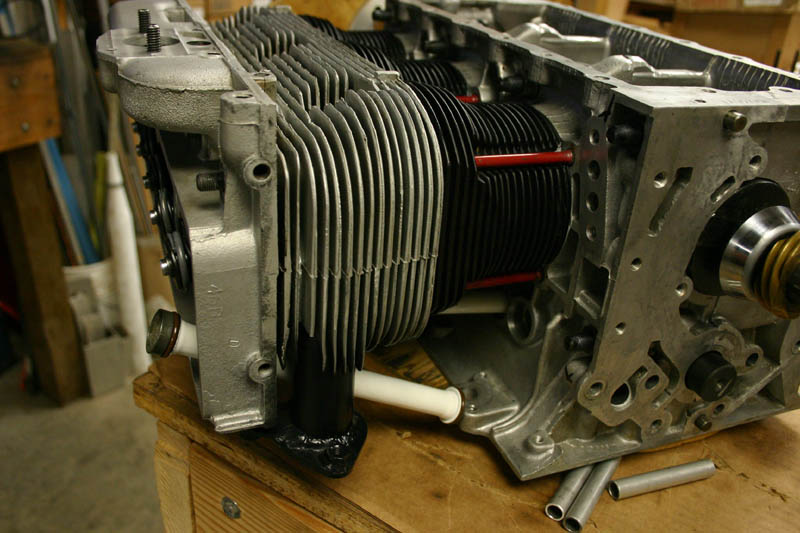
Both sides are stuck together, the oil pump is installed, and the oil pan is ready for installation. This handy engine stand is another idea I stole from William Wynne.

I powder coated a "new" oil cover, as well as some cast aluminum valve covers. The cast valve covers give the roller rockers extra clearance to operate. Without them, two gaskets are required on a stock steel cover to provide that clearance. That's an idea from Bob Sutcliffe, and that works well also. The cast valve covers weigh almost the same as the steel one with the four steel spreader bars, so it's a wash from a weight standpoint.
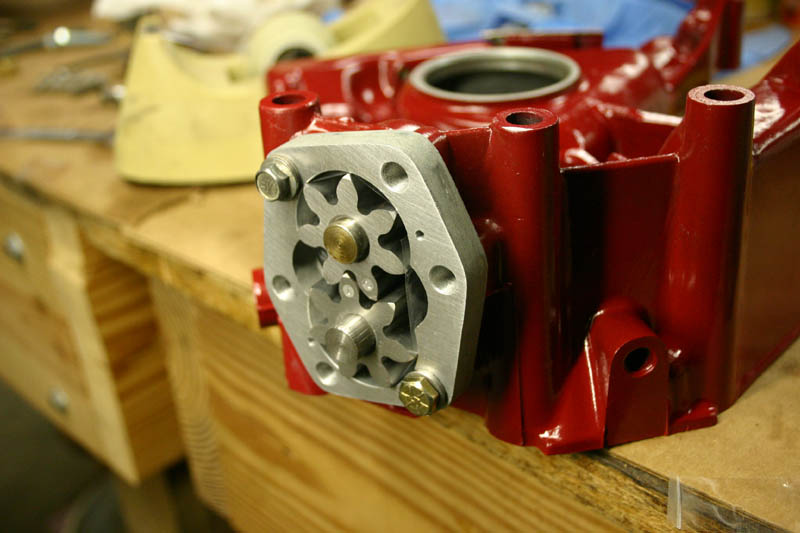
I almost always use a high volume oilpump from Clark's, especially this time since I'm running the fifth bearing. It turns out I still have plenty of oil pressure, and it doesn't fall off until I'm below about 1500 rpm when flying.
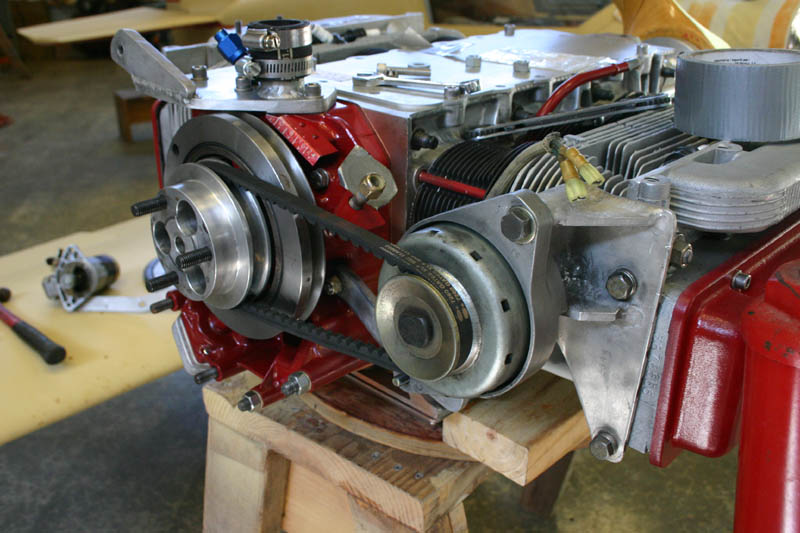
Here's the alternator setup.
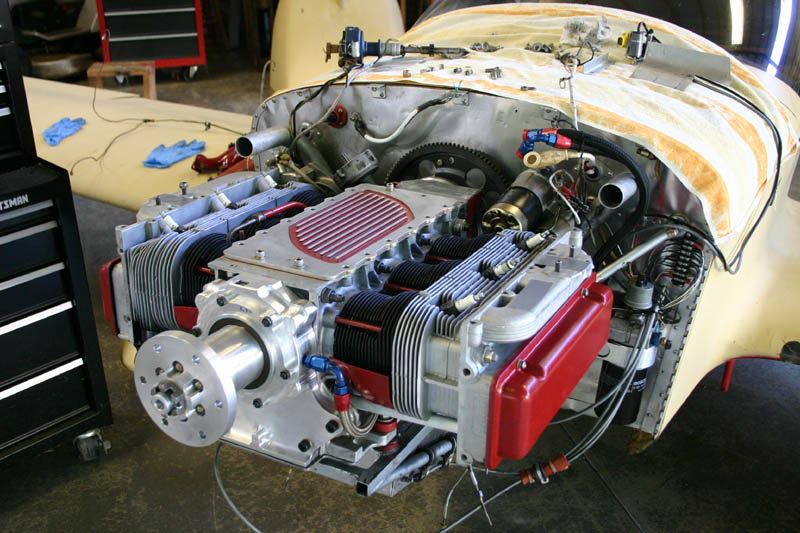
The engine is installed, but I needed an exhaust system still. One neat thing about my engine is that to remove it, all I have to do is disconnect the exhaust the intake hose clamps, and a few wires, and after that it's just four engine mount bolts and I can lift it off the mount. It takes about an hour from flying to on the bench. The carb never moves, and the critical throttle and mixture cables are never touched, as well as the painful EGT probes, CHT probes, oil temp and pressure sensors, etc. It's not that I'm smart, it just worked out that way.

Since the heads have flanges on the exhaust stubs, I had to make a new set. Don't even try tacking it up on the plane and then taking it to a welder. It'll come back like a pretzel! I made this fixture on the mill to put all of the flange holes in line and with perfect spacing, but you could get awfully close with a straightedge and a tape measure. The flanges you see here are about to become part of the exhaust system, and are carbon steel VW exhaust flanges for use on type 1 exhaust systems. I TIG welded them to 321 stainless pipes, which requires 309 stainless rod (for welding mild carbon steel to 321). I had to explain to the local welding supply place that there was such a thing, and that I really did need it. They'd have to order it by the pound, which was over a hundred bucks, so I borrowed three rods from work and went about my business instead. The aluminum disks are there to locate the pipes (I didn't know I needed them until I tried to center the pipes). They are a very tight fit to the pipe ID (1.37") and they are made from aluminum to keep me from accidently welding the pipe to the disk.

Here's one side almost done. It only lacks EGT bosses and oxygen sensor boss. The larger tube is 1.625" OD, smaller tubes are 1.5" OD, .060" thick. 321 is the stainless of choice for high temperature applications like exhaust systems, but it's really expensive. I have about $400 in stainless pipe alone for this exhaust.
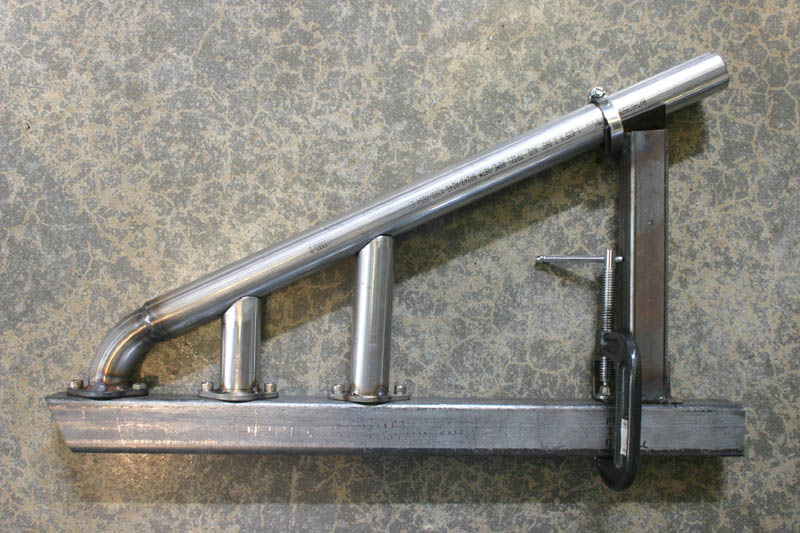
Here's the fit-up for the second one. I did a much better job of matching the joints where the 2nd and 3rd tubes mate with the downpipe. Notice that the far right end is clamped to a cradle to ensure that the downpipe is forced to stay there. If I'd not done this, all of the welding on the tubes would have tightend up the bottom of the tube (in this view) and the downpipe would have ended up about an inch closer to my firewall, which would be touching it. I know this because that's what happened to my last one. This one's exactly an inch from the bottom of the firewall on both sides. Note that I had to move the pedestal to 2.45" closer to the flanges so accomodate the shift in cylinder between the pilot's side and passenger side.
The angle on the passenger side is 23.5 degrees, at least for my KR. Center to center spacing on the tubes is 4.85 inches, FYI. That's straight from the GM head casting drawings. I also jigged the exhaust pipes back in the fixture when welding in the EGT bosses (which I made on the lathe) and the O2 sensor boss. These bosses can be bought from Jegs racing among others such as Burns Stainless. I use 8mm EGT bosses, and 18mm O2 sensor bosses (same as aircraft sparkplug threads) that fit the generic VDO 11027 sensor. See the air fuel mixture gauge page for details.
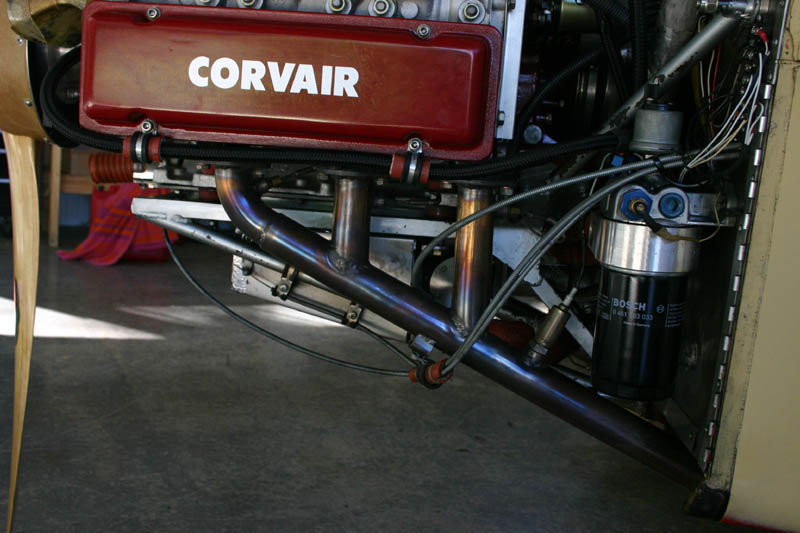
Here's the exhaust with about 8 hours on it. The throttle, mixture, carb heat, and ram air cables are routed through a cushioned P-clamp which is screwed to a bracket that I welded onto the bottom of the pipe. It's just a little U-shaped piece of 304 that bend up in the vice and welded on. 347 rod is what you use to weld 321 to 321 or 304. I'd have painted it with Turbo-X ceramic paint before flying it, but I just didn't have time. I'll do that one of these days. You believe me, right?
Let me say that during and after making this exhaust system, it was a real pain in the butt. Looking back, I wish I'd made it out of carbon steel, painted it with Turbo-X or had it Jet Hot coated, but I didn'th have time to coat it, if I wanted to fly the plane to the Gathering. What I'm saying is that building an exhaust system is not a trivial exercise, even if you own a welder and a mill.
As of November 20th I have about 42 hours on the front bearing engine, flying to the KR Gathering in Illinois and back, down to my father's grass strip in south Alabama, bumming around the local area taking sunset pictures and practicing stalls, among other things. Despite having some pretty smooth engines in the past, this is by far the smoothest engine I've ever built, due at least in part to the fact that I balanced all of the opposing piston/ring/rod combinations to within .1 grams. This engine is unbelievably smooth, and the Dynavibe proves it with a solid .02 IPS vibration level. Recall that on previous incarnations of this engine, climbing always increased the vibration level significantly, and the DynaVibe even measured a doubled level of vibration during climbs. That simply doesn't happen now. The DynaVibe (and my butt) says there is NO change in vibration levels from level flight to steep climb!
That really surprised me, because I'd have thought the airframe would still feel the prop's vibration (caused mostly by P-factor), but with the addtion of the fifth bearing, the path would be through the case rather than through the crank nose. Instead, the vibration increase during climb is gone. My guess is now that the front bearing has eliminated the possiblity of movement, the "spring" on the front of the crank is gone, and now the descending prop blade can't make that 1000 pound airplane move at all. So the blade does some harmless wiggling in the prop arc, and the crank nose sees nothing but rotation, just like in the car. We'll see how this goes, but I'm already expecting very good things from this improvement. It turns out that Dan Weseman has similar experience with his fifth "BTA" (Better Than Air) bearing, so it's not just my imagination. I think this crank's going to last a while...
For more Corvair engine buildup stuff, see:
Valve job
Trial engine assembly
Final engine assembly
My 2700cc engine
The "Phoenix" 3100cc engine
Return to Mark Langford's CorvAircraft engines