Mark Langford's KR2S - The "Phoenix" 3100cc Corvair
The "Phoenix" 3100cc Corvair
created March 4, 2007, added performance numbers March 13th, 2007

It's been a year and a half since my first 3100cc engine broke its crankshaft at 5500' over Huntsville, resulting in a deadstick landing at Marshall Space Flight Center / Redstone Army Airfield. The case was damaged to the point that it was not usable, and the pistons and cylinders didn't look that great either, so I've been trying to get the necessary machinework done on another set ever since.
I've been flying a 2700cc Corvair that has run fine with no real problems, but I've missed the power from the 3100cc engine. There is a real and perceptible difference between the two, which I estimate to be more than 15%. The 2700cc engine was supposed to be a temporary solution, but I've racked up almost 350 hours on it in a little over a year. Finally, I now have a case machined for 94mm VW pistons and cylinders, as well as a pair of pristine 95 hp heads (thanks to Oscar Zuniga), but finally gave up waiting on pistons and cylinders. So I've cleaned up the old pistons, honed the cylinders, and installed new rings, which will have to do for now. My old rods are fine, so they'll also be re-used, as well as the roller rocker system. Oscar also provided the name for this one, the "Phoenix", the engine that rose from the ashes of the broken crank incident almost two years ago.

Although it took just about forever to get it, the case finally arrived from Ray Sedman's shop. Although it had been hot-tanked, it was still pretty grubby, so I blasted it with walnut hulls to finish cleaning it up. The case half on the left has been blasted, the one on the right is about to be.

After walnut hull blasting, the oil passages were cleaned out, and then the case was thoroughly pressure washed.

The crankshaft for this engine was bought from William Wynne. I sent it to Advanced Heat Treat Corp in Monroe, Michigan for nitriding. The "white layer" was removed using some gray "ultra fine" Scotchbrite pad. This worked better than letting a machine shop do it because I had total control over it, it cost nothing, was done in 5 minutes, and most importantly, it left no grooves or discontinuities in the fillet radii. The other journals in this picture are as received from the nitrider, and look they they've just survived re-entry from space or something.

It has very nice radii on the journals.
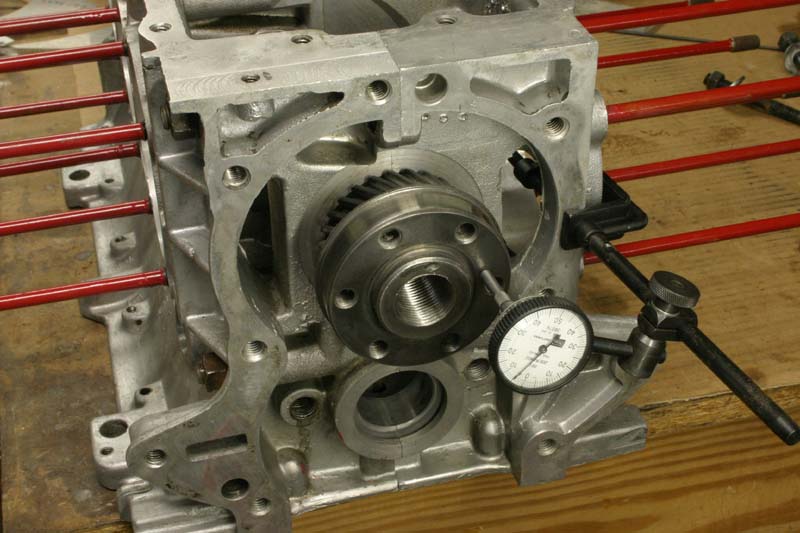
The crank and case were assembled, and the end play measured. It was .005", within limits. Given the radius on the journals, I also checked the journals afterwards to make sure none of the bearings were cutting into them, which would create a stress riser in the very place I don't want one.

Before I assembled the pistons to the rods, I decided to make a tool that I've needed for 35 years, a piston pin installation drift. The pin end fits almost perfectly, which keeps the driver end from touching the piston, and I later added a groove on it to show when the pin was perfectly centered in the piston. VW piston pins are usually an almost perfect sliding fit with the piston, but sometimes they are a little tighter than that and need persuasion.

Each piston and cylinder was installed (one at a time) to check for case interference. The blue mark is where I marked more material for deletion, and you can see where I'd already clearanced it based on prior 3100cc experience. You need at least .060" clearance to prevent generation of unsightly chips.
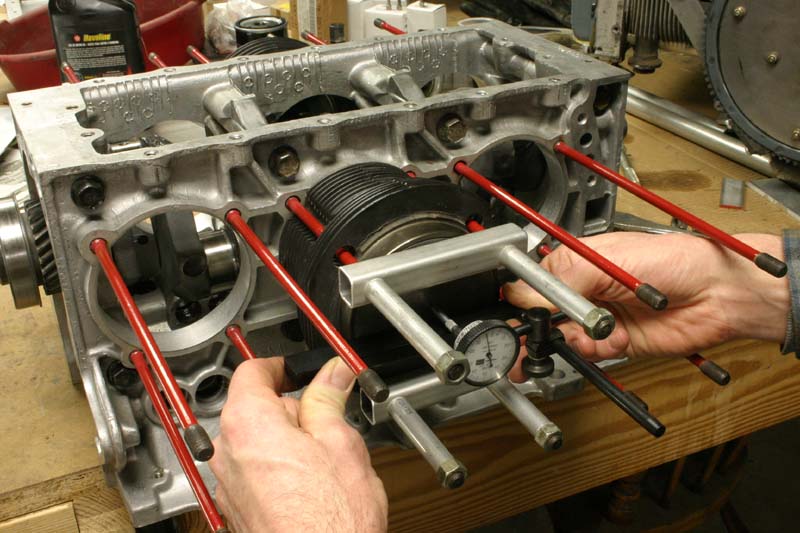
Piston "deck height" was also measured. That's the difference in piston height and cylinder height, a measurement required in order to figure compression ratio, and therefore cylinder shim and head gasket thickness. This "fixture" is just some aluminum tubing cut to the proper length. I'd have welded it, but couldn't see the point, and this is easier to store in a ziploc bag for the next time around.

Various other parts were cleaned up and mating surfaces flattened on a piece of 180 grit sandpaper taped to my table saw's machined surface.

I replaced all of the guides with Otto racing guides from Clark's, and then reamed them to have about .0015" of stem to guide clearance. There's a lot more on this on my valve job page

The combustion chambers were cc'd to provide another number for the compression ratio calculation. This engine is 9.3:1 compression ratio.
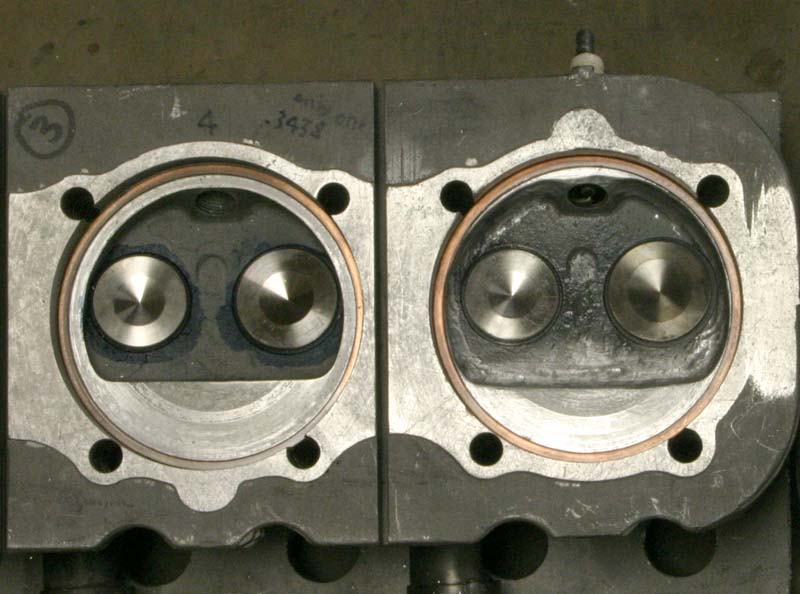
Here's how much material has to be removed to go from the stock 49cc chambers to 52.5cc's, which is what I needed to keep the quench area to .030". I used no cylinder base shim at all, just a thin bead of silicone as a seal. Notice that all I really did was open up the head to match the new cylinder diameter up to the point of the gasket, using it as a guide. This also unshrouds the valves for better flow near TDC. I also ate into the quench deck a little. I later smoothed the machine marks over with some coarse sandpaper.

The combustion chambers were clearanced with a die grinder. A gasket was left in place to protect the sealing surface, but if the grinder gets away, you can still kill a head in a microsecond! Hence the death grip. WD-40 makes a decent lubricant for the job. The valves you see here are some junkers from a disassembled engine.

These stainless steel swirl polished valves are sold by Corvair Underground, and are what I've used in "all" the Corvair engines I've built so far. I believe William Wynne also has something similar.
After completing the valve job, I pressure tested the work just to make sure everything was good before I put the heads on the engine. I cobbled up a plate to cover the carb flange with, and then pressurized all of the intake ports at once. Then I sprayed soapy water (Formula 409, actually) into each chamber and looked for leaks. Unfortunately, several of the valve seats leaked around their perimeter (between seat and head), which is an indication that the seat is going to fall out eventually. Looks like these heads are going to have new seats put in them at Falcon!
Given the fact that I'd already removed the 2700cc engine and brought it home as a "go-by" from which to make rear starter and alternator brackets, I really didn't have time to wait on these heads, so I reverted back to my old 110 hp heads from the first 3100cc engine.

First order of business was to hack off the intake tubes. Although I think I was the guy that started the trend of welding the intake tubes directly to the head, I later learned to dislike it. I did it originally to lower the intake runner profile by removing the carb flange, but later realized that it was a real pain to clean out the manifold after doing a valve job or other port work. In fact, I just don't think you'll ever get all of the crud out there beyond a doubt. I even went through a spell of wondering if a shop rag or something was stuck in one of the ports on the first engine, because that's about all I could think of that would explain the EGTs that I was seeing on one of the cylinders. And after the welding is done, you don't know if there are any blobs of molten aluminum obstructing or affecting the flow in the manifold log. Another problem with this welded on tube is now you have to have a spare LEFT and a spare RIGHT head, whereas if the connection was bolted, you'd only need one. And with the 3100cc engine, spare heads are hard to come by! Another nice thing about bolted on flanges is that it's easy to change intake configurations to something like a top mounted carburetor or a turbocharger. And you can use steel for the tubing and flange, which can be bought off the shelf for VW exhaust system usage. Steel is also less susceptible to fatigue cracking, and the steel tubing that I've seen (from Burns Stainless or Magnum Force Racing) has a tighter bend radius, making the profile even lower.

After the hack job, I machined away the welded stuff to create a flat gasket area. The underside of the hole was then radiused with the die grinder to eliminate the sharp edge.

In order to properly locate the studs, I printed a CAD file of the flange onto a transparency and used that as a template to center everything. The dotted lines were used to make sure the studs were parallel to the centerline of the engine. The inner ring that you see will be the location for an o-ring on the intake tube flange. This will come later, as for the moment, I'm using my old tubes from the 2700cc engine. These flanges are inexpensive VW exhaust flanges (sold by Great Plains and others), and happen to be the same shape as Continental exhaust flanges. Next time I'll weld up that stud hole and add a little more material to the outside of the log for a larger sealing surface.

I used this aluminum bar to make sure the holes were perpendicular, and also to tap the 5/16-18 holes for the studs.

Here's the end result. For more on this, see 95 hp engine page where I did this for the 2700cc engine. With 340 hours on it, I'd say it's flight tested.

I machined a piece of aluminum into a plug for the head, and then used a differential compression tester to measure the leakage of both intake and exhaust valves at the same time. The intake seats had already been checked the Formula 409 way. The differential tester is available from U.S. Industrial Tool & Supply, a well-known aircraft tool manufacturer.

It doesn't need to be this tall, but that's how big the piece was that I had, so I just left it. In hindsight, I should have made this out of plexiglas or something similar to I could see if the seats were leaking. Next time!

I had a little valve spring crisis, as I wanted to keep the Isky springs with the 95 hp heads, didn't want to tear down a perfectly good set of heads from the 2700cc engine, and the only other springs I had were "high performance" springs from Clarks', which I'd already determined (years ago) had too much spring pressure (see valve job page, near the bottom). But this time I was much smarter. In a matter of minutes, I whipped up a lever affair that tested spring pressures in about 5 seconds each. The number was repeatable within a max error of a half a pound.

I started rummaging through a junk parts box for "used" Corvair springs, used the tester to identify the spring pressures, and then chose a group of similar springs for this engine. While you probably think that using 40 year old valve springs is stupid, they are a matched set (at maximum lift) and I like the idea of not wasting energy compressing springs when the top rpm this engine will ever see will be 4000 rpm. Besides, this is a temporary set of heads, as the nice 95 hp heads will have new valve seats soon, and will be swapped out. Low spring pressure is not a bad idea when breaking in a new cam either, I'll bet.

Another nice feature of the old original 3100cc 110 hp heads is that they have good valve guides and I already knew the combustion chamber volumes, so I just freshened up the valve job and called it "good enough for KR work". The reason I didn't plan to use them on the Phoenix engine is because there's a little more port corrosion and chamber damage on these than I like. I did check them for pitting before I started this exercise.
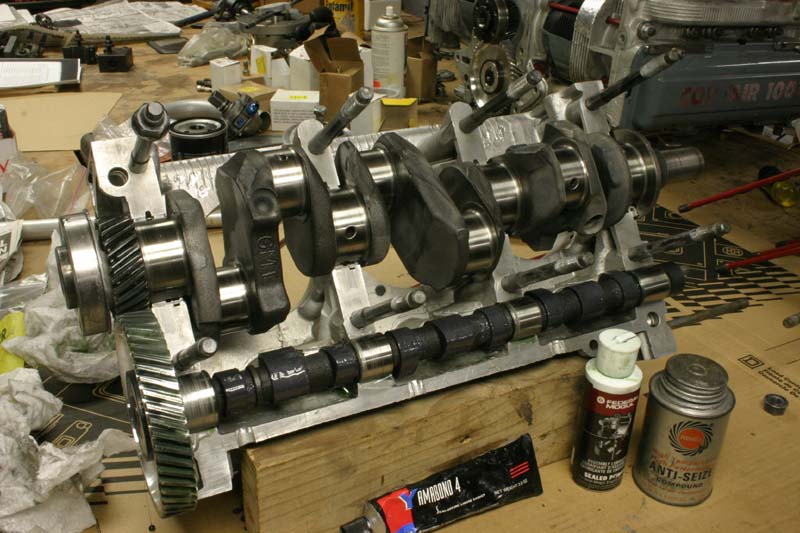
This engine uses a reground OT-10 cam (the new one in the first engine was damaged by metal chunks shed from cam and crank gears), which helps keep the valve train geometry closer to stock pushrod length. I used new Sealed Power lifters and the new rings are 94mm Total Seals.

It's starting to come together.

I needed some more pushrod tubes powder coated, but couldn't find anybody in town that does that anymore. I guess the do-it-yourself kits have put them out of business, so I visited Eastwood's website and bought a kit for myself for a hundred bucks. I picked up an oven at the local thrift shop for $50, and went to work. [You're not supposed to cook food in an oven that's been used for powder coating.] Each part is grounded and then the powder dusted on with a static charge. Overspray is minimum, and there is no smell. Bake at 350F degrees for about a half hour, and as soon as they cool, you can install them!

Before cooking, they have a dull velvety finish that can be wiped or blown off with air.

The end result is amazing, and impervious to high temperatures and oil or fuel. Another neat thing about this is that I fished a pair of rusty old valve covers out of a box, degreased them in carb cleaner overnight, washed them in kerosene, cleaned off the rust with a palm sander in about 10 minutes, hit 'em with conversion coating for a minute, and then coated them, resulting in a pair of gorgeous valve covers!


See that thin little piece of aluminum left after boring the stud hole out to within a thousandth of an inch of it's life? William Wynne reminded me to remove it, because there's a possibility that it can become dislodged during cylinder installation and squished between the head gasket and the cylinder, creating a leak.

Here's another tip from William. Use big thick washers under your head nuts, or you may crush the head's aluminum while torquing the nuts. I've seen this first hand on the 2700cc engine, and these washers from McMaster Carr are the answer. The ones under the manifold log need to be flattened into a D shape before installation.

I resurrected the CorvAircraft degree wheel to check for proper cam installation, and so I could mark this new Dale Manufacturing pulley for 32 degrees of total advance for timing purposes. The 1 2 shown on the pulley is there so I'll know which cylinder fires at each of the three 120 degree locations on the pulley. The first number is the one that fires the first time around, and the second number is the cylinder that fires on the second revoltion. This makes it easy to figure out which cylinder is at TDC on the firing stroke during a differential compression test, and also when trying to figure out which cylinder doesn't have the right compression while spinning the prop through, or something similar. This brings up valve adjustment. The GM manual gives a simplified valve adjustment procedure whereby you adjust all the valves by only rotating the crank one time. I do it the way you do in on a VW (or any other normal car), at TDC for that particular cylinder. It takes a few more minutes, but I don't get confused that way.

Here you can see the extra mark (in white) that I added at the 32 degrees BTDC (before top dead center) for use when setting the total timing advance, which is done at high rpm with all advance in. I have an advancing timing light, but this helps eliminate all possiblity of error, and makes it easy to set the timing statically (by twisting the rotor to get full advance).

Here's another kind of interference that I had to watch for. Fortunately these pistons and rods had been used on the first engine, so the pistons were already clearanced to dodge the ARP rod bolts. You can see from the scratches on the piston skirt why I didn't want to use these pistons/cylinders again. Now that I have a mill, maybe I can do the machine work on a new set for later installation.

The two lines you see on this valve stem show two things. 1) the valves don't rotate when used with roller rockers, and 2), the contact area is a line the full width of the valve stem, rather than a smaller sliding point as with the stock GM valve train geometry. The roller tips substantially reduce side loading on the valve stem, reducing wear and friction losses.

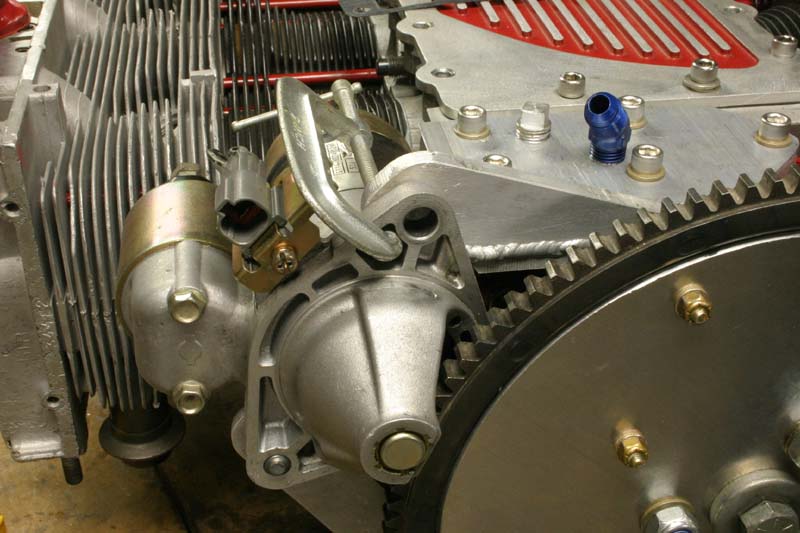
In keeping with goal of creating a whole new engine, while still keeping the 2700cc engine intact as a spare, I needed a new starter mount. Here I used the 2700cc lower bracket to postion the starter in the proper location with respect to the junkyard flexplate. The bracket parts were cut out of 3/8" thick 6061-T6 aluminum with a wood cutting bandsaw, then welded up with a TIG welder. The welding distorted the plate, so I then resurfaced the bottom side with the mill. This looks an awful lot like what I was going to do with the first 3100cc engine, but the word at the time was that the oil filter bypass that is present on the GM "filter adapter" should be retained. It occured to me that the Bosch filters that I use have their own bypass built in, and my cooler has a thermostatic bypass on it also, so the stock bypass is not only unnecessary on my engine, but a potential mode of failure. Just for kicks I tested the 2700cc engine bypass valve and discovered it was down to about a 3 psi opening value, as opposed to the factory 10 psi specification. Digging back through the CorvAircraft archive, I found where I'd checked this same valve at 7.7 psi 400 flying hours ago, right after welding up the cooler bypass hole. I don't know how the spring lost that much strength over the years, but it was almost certainly causing my oil to bypass the cooler, the filter, and even the temperature sensor! This allowed the oil to get hot (without my knowlege, as the sensor was in the filter/cooler loop too) and thin, resulting in very low pressures at anything less than high rpms. This might even help explain the engine deposits I've been seeing. Super hot oil is easier to suck into the intake guides.
Once the cover plate was ironed out, I match drilled the starter mounting hole for a perfect fit.
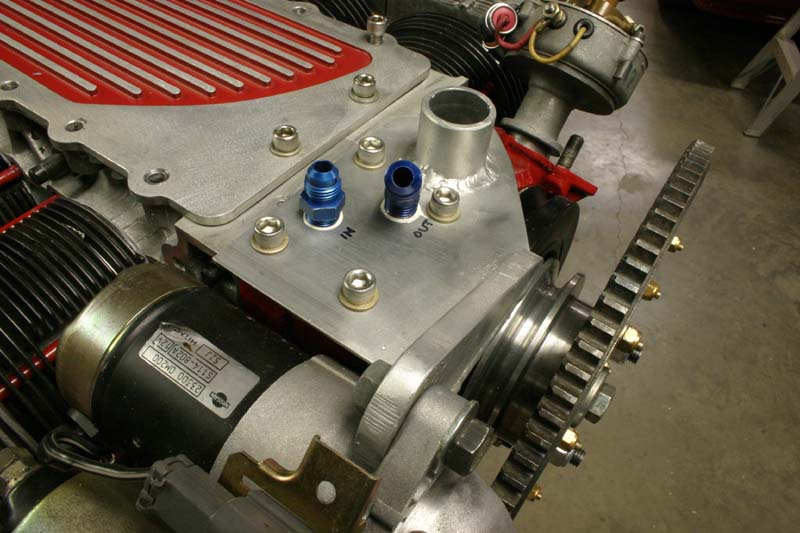
Another improvement I made with the oil system this time around was to move the return from the cooling/filtering loop from the old oil cooler return to this plate, because access to the old location was difficult with the starter in place. I used two different angles for connectors here, so as to make it obvious which one goes where, precluding reversal during installation. Note the one inch inside diameter tube welded to the top. This was intended for either a breather or a filler boss (the stock filler would fit perfectly), but at this point, I wasn't exactly sure how I was going to do it. That was tomorrow's job.

This engine got it's own junkyard Sentra flexplate and 6061-T6 reinforcement. The improvement with this one is that it is also bolted on with the main pulley bolt, not just the three 10mm studs.

Even the dipstick tube was improved by lowering it with a tighter curve and then powder coated. This will allow the cylinder baffles to follow the dipstick around the curve, so I won't have to cut a slot in them to dodge the tube. You can see the ARP case studs in the background. William Wynne installed these in the case for me. He has an alignment fixture that he made to assure case alignment while boring the holes.

Something that really needed improving on was my primer installation. My previous installation was into the log, but the best you could do with that deal was provide fuel to four of the six cylinders. By relocating the primer nozzle to the intake tube, all six cylinders will be fed. This was just a piece of 4130 tubing that I got from Wicks as one of their "grab bag" packages (I practiced welding with this stuff), tapped to 1/8" NPT to fit the "cone" primer fitting.

This part was powder coated and installed in something like 45 minutes, and most of that time I was working on something else!

Once the engine was installed on the plane, I used an old distributor body to spin the oil pump and deliver oil to the bearings and lifters. This way the engine is well lubricated and the lifters are already pumped up when the engine is started. Don't attempt this with a cutoff screw driver or a spade bit, as you'll booger up the boss that the distributor spins in, contributing to the early demise of the distributor bushings. Not to mention that you create a bunch of large aluminum chips in a place that you REALLY don't want them! Turn the prop as you spin the pump in order to ensure that all bearings and lifters are primed.

Here you can see the 2700cc cylinder baffles installed. The 3100cc baffles will look much nicer, as I'll a guide to go by. This job still remains,as I'm just using the 2700cc baffles for now. All I needed now was an air/oil separator!

In a rare fit of genius, it occured to me that I could use the same hole in the case for both oil breather and filler. I already had some 1" ID tubing that would fit the boss, so I welded an aluminum disk to it and then a 3" diameter tube to get the thing you see here. There are three layers of this baffle material inside, made from the EMI screen from a junked computer monitor (this stuff surrounds the whole thing underneath the plastic case). It's so thin and down in a hole that I knew I couldn't weld it, so I bent over tabs to separate them, while oil resistant silicone finishes the job. The green stuff is common "filter sock" used to protect paper or K&N filters from serious dirt. I found something similar at Home Depot in the form of a Briggs and Stratton air filter. I can blow in the 1" end and feel virtually no resistance! The one problem I see that might happen is oil leaking out of here under negative g situations. The green foam is a really tight fit to the tube, but the lawn mower filter is probably a better choice, since it's about two inches thick, rather than 3/4" like this sock piece.

This one only weighs 5 ounces, as opposed to the "fuel pump breather", which weighed 10 ounces, and this one has about 10 times more filter area. [After 40 hours of flying, the top of this thing doesn't have so much as an oily film on it...it's still squeaky clean!]. I have a dollar in this thing, and four hours of labor, so I guess it's still not exactly cheap from that standpoint. I needed the welding practice though, as you can see.

The top is safety wired on. I'll improve on this later, but this works, and is light. Call this whole thing a "prototype", as I'll improve on it some more with the next one. This same setup could be used to replace the stock fuel pump, with no other vents required. It accomplishes the goal of allowing combustion gases to escape (along with vaporized moisture), while returning oil to the crankcase.
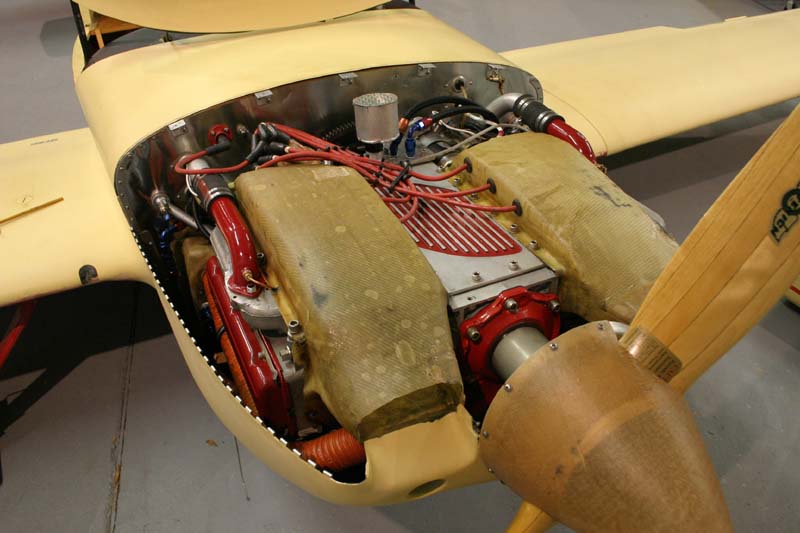
Here it is all finished up. I wish I'd had time to replace the intake plenums, but that'll have to come later. They were originally built as "prototypes", but they worked well, and I've been kinda busy flying, so they never were redone. I still wouldn't change anything about them, other than seal a few leaks that could have been made tighter (using aluminum angle as a base), and I may change the shape of the intakes. This all may happen in conjunction with a new cowling, or maybe I'll change the shape of the cowling inlets at the same time. I plan to reduce the size of the inlets and make the ducts match accordingly.
For more on the 3100cc Corvair conversion, see the 3100cc Big Boy engine page.
For more on the engine assembly, see trial assembly page, and a lot more on the Corvair engine at Mark Langford's Corvair engine.
I should mention that when anybody that asks me about building one of these "Big Boy" engines, I usually try to discourage them. There is a LOT of work that goes into a big bore engine, and there are a lot of resulting unique parts that are almost impossible to get. I learned that you just about can't pay a machinist enough money to create a set of these, and I'm still waiting on pistons and cylinders. Now that I have a mill, I can probably deal with that, but most folks will be at the mercy of a machine shop and their workload and schedule. There is a lot of measurement and fine tuning with this setup also. I probably cc'd the chamber volumes for each of the six cylinders 4-5 times each, if that gives you a clue. If you are ever stuck at an airport with a 2700cc engine, chances are somebody knows some "Corvair nut" that'll have the spare head you need, but if you need one that's been bored out, you're going to be catching an airliner home! I built the 3100cc engine because I enjoy a good motorhead challenge, but there's absolutely nothing wrong with the good old 2700cc engine either! My advice to others is to be happy with a stock displacement engine and spend more time flying!
So how does it work? This engine is very smooth, and the difference in power is noticeable. Keep in mind that I'm using the same carb, intake system, exhaust system, etc as before. I'll do more testing as I go, and even compare back to the original 3100cc engine by remounting the Sterba prop that I used on my airplane prior to the crank break. Oil pressure is quite satisfying at 28 psi at idle with a max of 42 psi at wide open throttle, thanks to the deletion of the weak stock filter bypass system. Oil temps are much lower than before, because now I'm actually using the oil cooler, rather than bypassing it.
I had about 10 hours on the engine when I got the opportunity to fly it on a relatively calm day. I did a four way GPS run at 7500' at wide open throttle to see what the new 3100cc engine would do. Bottom line was 172 mph at 3740 rpm, which agrees nicely with indicated airspeed after pressure and temperature correction (TAS). If nothing else, this proves my airspeed indicator is deadly accurate, since I got this same number this weekend without the GPS. I found a similar run done last April using the 2700cc engine, where I got 160 mph at 3390 rpm. That's a 12 mph difference (which is about what I'd expect) and a 350 rpm gain.
These two runs were at almost identical temperature and pressure conditions, but a year apart. Fuel consumption was 7.2 gph vs 6.0 gph. This was using a Sensenich 54 x 54" prop in both cases, but I have added a spinner since then. I did some pretty good comparisons of the spinner improvement then, and concluded that the spinner only helped 1-2 mph at best (if that much), so it looks like a 10-11 mph improvement, which is exactly what I expected. The fuel increase represents a 20% increase in power over the stocker, which is also about what I would have expected, given the 15% increase in displacement and higher rpm. So I think it's pretty safe to say that a typical KR will get a 10 mph increase in speed with a 3100cc engine.
Next I'll remount the same Sterba 52 x 60 prop that I had on my first 3100cc engine. That should drop my rpm by about 350 rpm back into a reasonable range (at least that's what comparisons made last year with the 2700cc engine showed). This will lower fuel consumption while keeping the same top speed, with perhaps a slight compromise to climb speed, but I have plenty of climb speed now. Life is good...again...and now I have a perfectly good spare 2700cc engine under the work bench...
Return to Mark Langford's KR2S