Corvair crank failures
Corvair crankshaft failures
Written March, 2016
Synopsis -
Several low-time Corvair engines suffered broken cranks before nitriding and fifth bearings were a known requirement. Reground used GM crankshafts are a crap shoot. Crankshaft connecting rod journal fillet radii are CRITICAL, and any hint of small radius or discontinuity is grounds for rejection! Be absolutely sure you inspect those critical radii before you install a new or reground crankshaft in an aircraft engine. See how below.
This is the story of crank breaks in my Corvair-powered aircraft engines. This story previously spanned three different webpages, but given the facts gleaned from three crank breaks, it needed to be distilled down to the basic facts that matter. There was some conjecture in the early days of the first break coverage that spawned a lot of red "herrings" on the web, and I've spent way too much time countering them. More on that below.
There are many experimental airplanes flying with Corvair power, and for most, it's been a great ride with no problems at all. There were several crank breaks and cracked cranks found in the early years of flying, which is not surprising considering that we are starting with 50 year-old engines with crankshafts that are already worn enough to require regrinding, and whose service history in the car is unknown. What we do know is that the engine was likely retired from automotive service for some reason, so that's a useful data point.
First, I have to mention that any time you put an automotive engine in service as an airplane engine, your are taking your chances that it simply won't stand up to the duty cycle of running full power probably 10%-20% of its life, and about 75% power the rest of the time. That's unheard of in the automotive application, as full power for more than a half a minute will have you far above any national speed limit, and telephone poles sail by at an alarming rate. Aircraft duty cycle is far worse, and requires a very robust crankshaft. Adding a propeller directly to the crankshaft adds another load case to the mix.
In the beginning, the word was that "There have been no cases of crankshaft failure in Corvair flight engines during an estimated 40,000 flight hours" (from www.bowersflybaby.com). I now doubt that was true, because people tend to keep these things quiet, especially in the 60's when mass communication was fairly primitive. Also, if I were building an aircraft engine in the 60's (while GM was still selling parts), you can bet I would ante up the bucks for the best crankshaft money could buy, a NEW nitrided turbo crank from GM, or at the very least a NEW crankshaft! And frankly, there weren't very many aircraft flying Corvairs until the late 2000's anyway.
William Wynne began to champion the Corvair for aircraft use at about the time I was selecting an engine for my KR2S. It seemed like a great engine, with 6 cylinders, hydraulic lifters, and inexpensive parts, and word was that it was reportedly bulletproof, especially in the crankshaft department...so good that no aftermarket crankshafts were even available for Corvairs. William does a great job of teaching others all about their engines, and easing them into "taking ownership" of their engines, all the way through the rebuild process.
I bought WW's Corvair conversion manual in 1999 at Sun N Fun, and by January of 2000, I was installing my reground crankshaft in the crankcase. That 1999 manual is 47 pages long, and has three short paragraphs regarding crankshafts, two of which are about the safety shaft, and one is about bearings. There is no mention of nitriding or crankshaft fillet radius, but there were the sentences "Previously, I recommended using only stock cranks but I have since tested .010-.010 cranks and they have given satisfactory results. I do not believe that grinding the crank .010" removes all the hardening". This was good news, because "new" crankshafts had been unavailable for many years. I'm not saying that WW was remiss in anticipating these issues, but only to point out that nitriding and fifth bearings were not even a discussion point in his manual or on the CorvAircraft email list until after my first crank break.
To his credit, WW eventually came around after the early crank failures, although initially he was reluctant to endorse the fact that nitriding is a necessity, terming it "optional but not required" or something like that. My theory on his logic is that all "cost-raisers" push the Corvair closer to the cost of an O-200, making the Corvair less attractive by comparison, and I understand that point of view.
My continuous admonitions that nitriding was no-brainer insurance started a wave of nitriding by many CorvAircraft engine builders, even tearing down engines and nitriding. Shortly thereafter, WW also jumped on the bandwagon. In the 2006 version of his manual, he had expanded the crank section considerably and added a lot of attention to crankshaft radii, and especially nitriding. In his 2014 manual, however, he takes the opportunity to cast aspersions on the rear starter, by saying "There has only been a single broken crankshaft with a fifth bearing and it was a break on the tail end of a rear starter engine", as if that was a factor or the cause. It wasn't, period, and you'll see why below. Pointing at the rear starter only diverts attention from the real issue, crankshaft fillet radii that were notched by a bad regrind job.
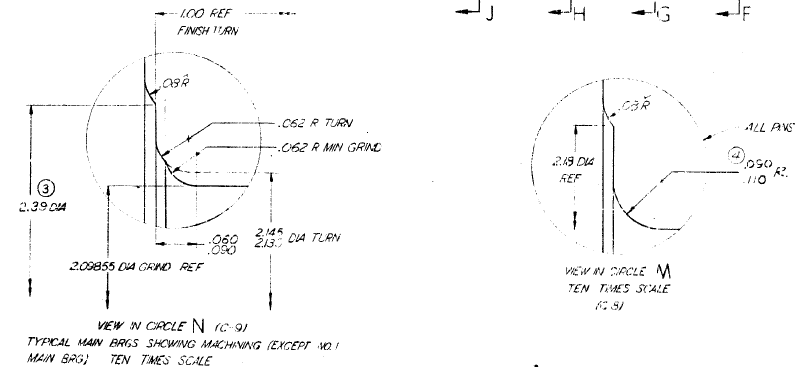
Now that the "Corvair community" has obtained GM crankshaft drawings, we know what the fillet radii are supposed to be on a new crankshaft, for both main (View N) and rod journals (View M). One would think that these are the absolute bare minimum requirement for aircraft use, and larger would certainly be better.
Despite that I've broken three cranks and several others have broken or cracked cranks as well, this was before we understood how marginal the Corvair crank is without nitriding and a fifth bearing. I am now convinced that the Corvair engine with a large supportive front bearing and a known good nitrided 4340 crankshaft with generous fillet radii, is a reliable engine, certainly moreso than a Type 1 VW engine, which many experimental aircraft pilots are flying behind. Is it as reliable as a Continental or a Lycoming? Of course not, mainly because of the very large LycoSaurus crankshaft journals and generous fillet radii, and because the Corvair is "amateur assembled" from parts that cost a fraction of the LyCoSaurus engines. But for the money, the Corvair a reasonable alternative that has a large variety of new parts available at a reasonable cost, and is more fuel efficient due to higher compression.
Like most other automotive reciprocating engines, the Corvair connecting rod pushes on the crankpin perpendicular to the crankshaft axis. There is almost certainly crankshaft twisting on some scale, but that's not what breaks the crank. The connecting rod exerts high combustion force pulses on the crankpin, which are transferred to the rest of the crankshaft via the fillet radii, which are the most highly stressed area of most crankshafts. Any imperfection in the radius results in a "stress riser" where an area of stress is forced into a smaller area. By definition, the smaller the fillet radius, the higher the local stress concentration. The many combustion cycles continually work to fatigue the steel at the fillet radius, and eventually you have an initiation site.
This photo is from my first break. You can see that there are multiple initiation sites on the left side of the break (called "ratchet marks") during the early stages of the failure, signalling that the crank is simply being asked to do more than it is capable of. Once a crack initiates, it slowly (at first) grows to the point that the cross section can no longer support the loads and then it rapidly fails.

Here's a closeup of the rod side, showing where the crack originated at the fillet radius. The fact that there are so many ratchet marks is an indication that the crank failed in several places at once, indicating an overall massive overstressing of the material, not just one imperfection that weakened the crank. This crank was magnafluxed by my local crank grinder before installation, and no cracks were found. This is what happens when prop forces are added on top of combustion forces from the connecting rod. This happened after 40 hours of flight with a non-nitrided crankshaft with no fifth bearing, which is how almost all other CorvAircraft were being flown at the time.

It took many years to discover that my first crank had a fillet radius at the fracture of less than 1/32" (.031"), but at least it was smooth and without gouges. The radius alone could explain the short life of that crank, but nitriding and a fifth bearing would have prolonged it substantially. This crank was ground by a local speed shop, with the request to keep the fillet radii as large as possible during the .010/.010 grinding. That's one strike against regrinds.
Why did I not notice this earlier? Well, I didn't have any radius gauges (inexpensive as they are), and I trusted the machine shop instead of verifying myself. For another reason, these radii are so small that you really can't gauge them with the naked eye, and even with radius gauges it's very difficult to see how they match up to the fillet without a very powerful magnifying glass and lots of light. The best way I've found is with a high resolution camera with a shutter delay, a tripod, lots of light, and a macro lens that's set to f/32! Sound like too much trouble? Without knowing first-hand exactly what your fillet radii looks like, you have no idea how robust your crankshaft is. Just because somebody assured you it was fine, simply looking with the naked eye won't tell you anything. It's even worth pulling your engine apart to find out for sure. Otherwise, you are gambling that it'll be fine.
After my first break, I heard that both Bob Lester and Bill Clapp had broken cranks a few months earlier (Bob says he told me about it earlier, but I don't recall that). Nitriding was not in the CorvAircraft vocabulary at that time, although it certainly should have been. There are some high-time Pietenpols out there, but they turn more slowly (although with larger diameter props), are stock displacement, and some likely had factory nitrided turbo cranks in them, given availablity during Corvair production years. I'd have certainly put a brand new GM nitrided turbo crank in my plane, had I built it in 1967 when new turbo cranks were readily available from the GM parts counter.
Shortly after my first crank break, I had lunch with Teledyne Continental Motors (TCM) Chief Engineer John Barton, whose first question was "are you sure that crank was nitrided?". I told him I was sure it was NOT, so the gun started smoking pretty quickly. And given the multiple initiation sites of the failure, it was probably also indicative that a front bearing was also required, so I started designing a front bearing housing. But in a conversation with William Wynne, he said he was already working on one, and that he would finish it up soon and I could fly the prototype. Given my workload, that was an easy out, so I waited for his fifth bearing. But as I racked up the hours on crank number 2 (which was nitrided), we were both lulled into a sense of less urgency. And I still had high hopes that nitriding and attention to fillet radius would get me there. It didn't.
A recurring theme in crankshaft breakage from casual observers is torsional vibration and torsional failure. But once you've seen examples of each, simply looking at the failure cross-section puts an end to any conjecture on the matter...there is NO torsional component to these breaks, they are "pure bending" caused by propeller forces fatiguing the forward-most rod journal, #6. Torsional failure looks completely different, more like the concentric rings of a tree, but with a twist applied. I was not born a crankshaft expert, but I am a mechanical engineer (and I don't volunteer that tidbit often), who had the good sense to enlist the advice of aircraft crankshaft experts after my first crank break, and you can bet I've now done a LOT of research on the subject since then.
In the book "Understanding How Components Fail" by Wulpi, there are many photos of both torsional and bending fatigue breaks in rotating machinery and crankshafts, and the explanation of how they get that way. All of the images above show a classic bending fatigue failure. The beachmarks (concentric lines emanating from an origin point) say it all. And it's not a coincidence that all three cranks have the origin point very near #6 TDC, the point where rod forces from combustion pressures are highest on that crankpin adjacent to the propeller hub. It really is that simple...if it looks like the pictures, that's how it failed. Opinions are not necessary...these are just the facts.
Continental's crankshaft failure expert Ken Smith examined my first break first-hand, and the other two from the photos, and quickly declared that they were "pure bending failures, with no torsional component". The origin point of all three correspond to the point where the power stroke is putting the most force on the crankpin, which is not a coincidence, and points directly to the cause. The fact that my first two cranks broke adjacent to the prop hub is due to the extra contribution of prop forces acting on the same crankpin at the same time as the combustion forces. Again, the photos tell the story. With the third crank, the fifth bearing absorbed and dissipated the prop forces, so it was now just a matter of the weakest link in the fillet radii of the six rod journals to exceed its fatigue life to failure.
What kind of prop forces? Asymmetrical blade loading, also called P-factor, which is manifested by the descending prop blade getting a better "bite" of the air when the plane is climbing. Then the blade rotates 180 degrees and the other blade is now getting the better bite. The net result is like standing in front of the plane and pulling forward on the bottom blade while pushing on the top blade, then rotating it 180 and pulling/pushing on the other blade....etc. This back and forth bending on the end of the crank is additive on top of the forces on the crankpin when cylinder #6 (the forward-most cylinder on the pilot's side) is beginning the power stroke, especially if the prop is improperly oriented ("indexed"). WW will tell you this is complete BS, but both John Barton and Ken Smith disagree. But what do they know, as TCM's chief engineer and "world crankshaft failure mode expert"?

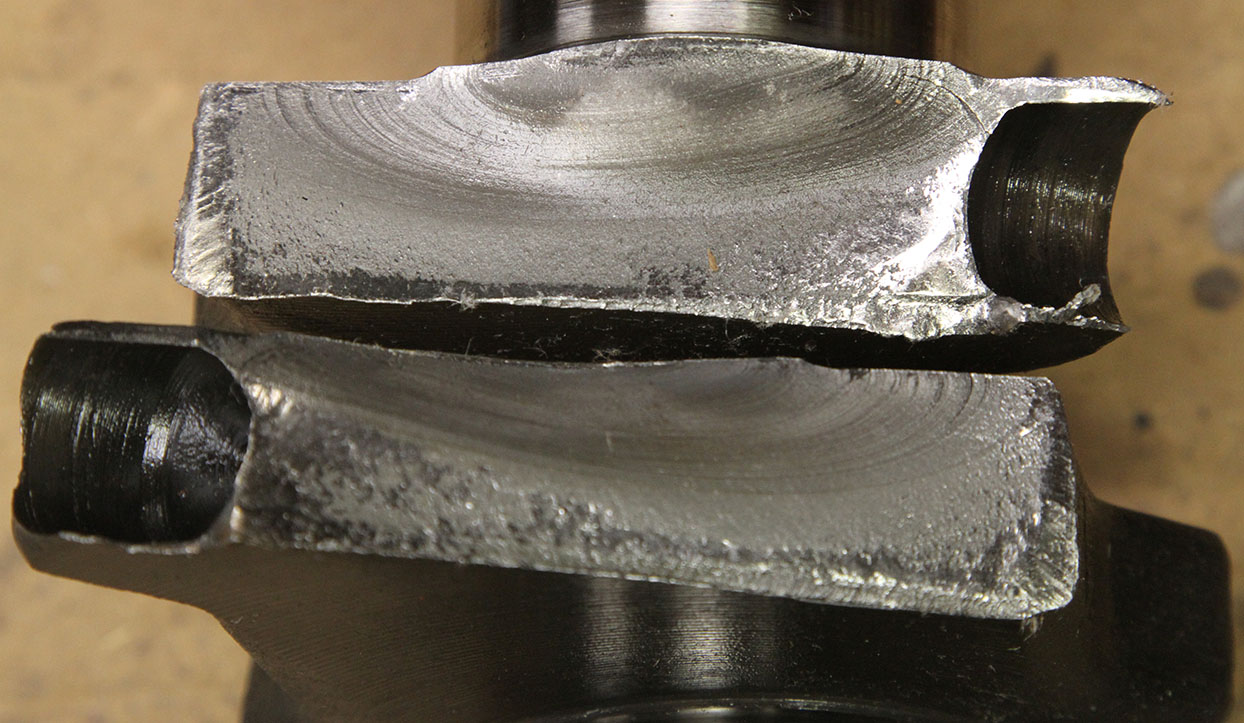
My second crankshaft came from Jeff Ballard, and was both nitrided and shot peened, with some very nice looking fillets, although the critical one that eventually failed (shown above) is "less than optimal" with a circumferential discontinuity that is the likely initiation point. Notice that the fillet on the left side of that same journal is significantly more of a continuous radius. So, you can have a great radius on one side of the journal and one that's not-so-great on the other side of the journal. That's another strike against regrinds. At least this crank had chamfered oil holes and the flywheel hub was pinned to the crank, and most of the journals looked great. But the one that really matters was not quite up to par.
Here's my second crank break in detail. This failure looks quite similar to the first! This one made it through 181 hours of flight (no front bearing yet). Again, it's clear that the initiation sites were along the fillet radius (or lack thereof) at the top of the picture, with tightly spaced beach marks emanating from the radius as the crack opened up. You can also see how the beach marks ignore the oil passage holes, so they are clearly not the origin site of the break (think "stop drilling" aluminum or acrylic). The lower part of the photo shows the very rough rapid fracture zone. Unfortunately, the rapid part is usually when you need it most, full power. All three of my breaks were at full throttle, and the last one happened after only a few seconds during takeoff. It's pretty hard to recover from a dead engine with only 160' of altitude, and no good landing options (see http://www.n56ml.com/corvair/break3/.
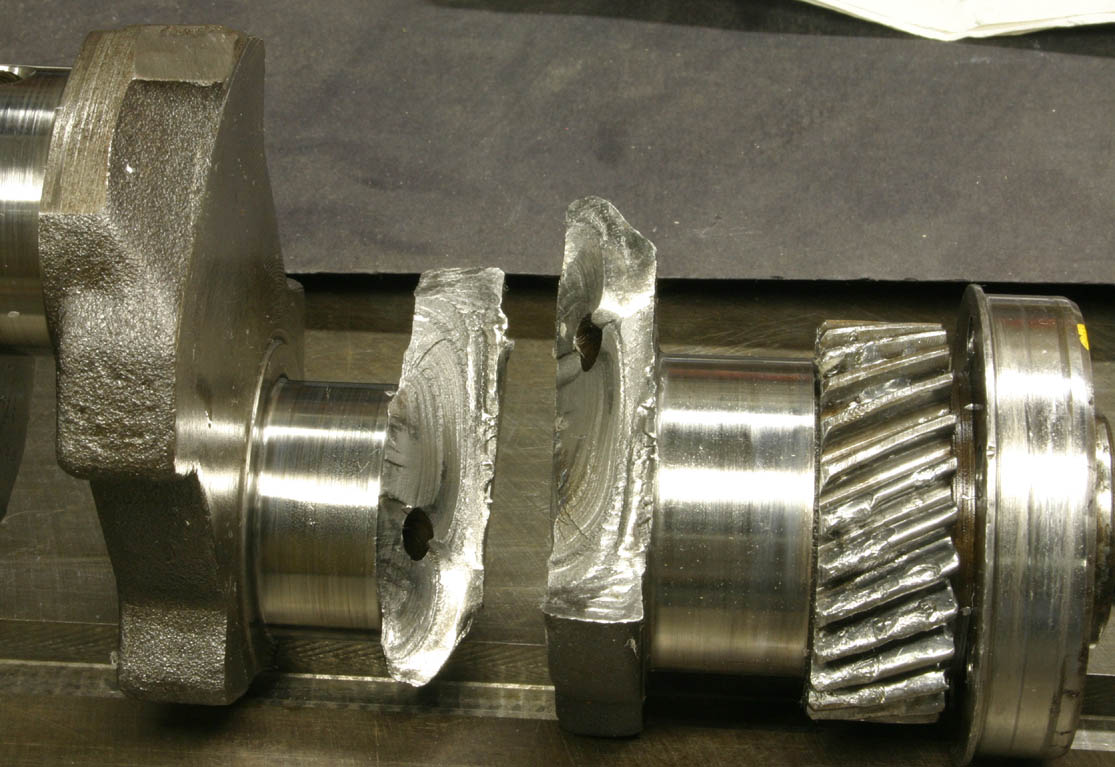
This is my third crank break, nitrided and WITH a fifth bearing. At least this one lasted 456 hours, and doesn't have multiple initiation sites. All of my crank failures originated at the fillet radius between the crankpin and the cheek, on the tension side, very near the TDC point of the connecting rod. The origin point is the "epicenter" where the small-radius lines are, and the more distance between the larger radius lines is where the crack is well developed and progressing more rapidly. Once you understand what you're seeing with the break, the origin point, the beach marks, and the final rapid failure area, it becomes clear that the fracture started at the fillet radius, how it broke, and more importantly, that it has nothing to do with torsion. Again it's pure bending, caused primarily by combustion forces transmitted by the connecting rod. The large rough-cut holes are a balancing hole, split right down the middle. Again, they are clearly not a factor as they are simply part of the rapid failure that happened at the end. That's why they drill these balancing holes in this location...they are relatively low stress locations out in the crank cheeks.
One big difference in my engine and most others is the 3100cc displacement, which puts out 15% more power than stock-bore engines. Apparently, 15% more power is just enough to push it past the fatigue limit during full throttle operation, depending on what kind of imperfections have compromised the critical fillet area, such as reduced radius or polishing burns. I'm not surprised by this...but I was experimenting, and was exploring the envelope. Keep in mind that conventional CorvAircraft wisdom at the time I built and flew my engine was "nobody's ever broken a Corvair crankshaft in an airplane". I think I found the upper limit of the "common" reground stock crank...and others hope I'm wrong. Having said this, Joe Horton's engine is almost identical to mine, same displacement, prop hub, rear starter setup, and he has over 900 hours on the same crankshaft. Given my early "bad crank" experience though, Joe became very first guy to fly behind one of Dan Weseman's "BTA" (Better Than Air) front bearings, which he installed at 258 hours because his cam gear was "lunched" by the wallowing unsupported crank gear, resulting in a dead stick landing into Aurora, IL. But the fact that he made it to 258 hours without an issue is a testimony to the quality of his GM crank regrind.
Another difference with my engine is that I was one of the first to rack up a lot of hours on a Corvair before I (or the "community")realized they should be nitrided, although we all knew a fifth bearing was certainly "smarter than
air", to paraphase Dan's BTA crank nickname.

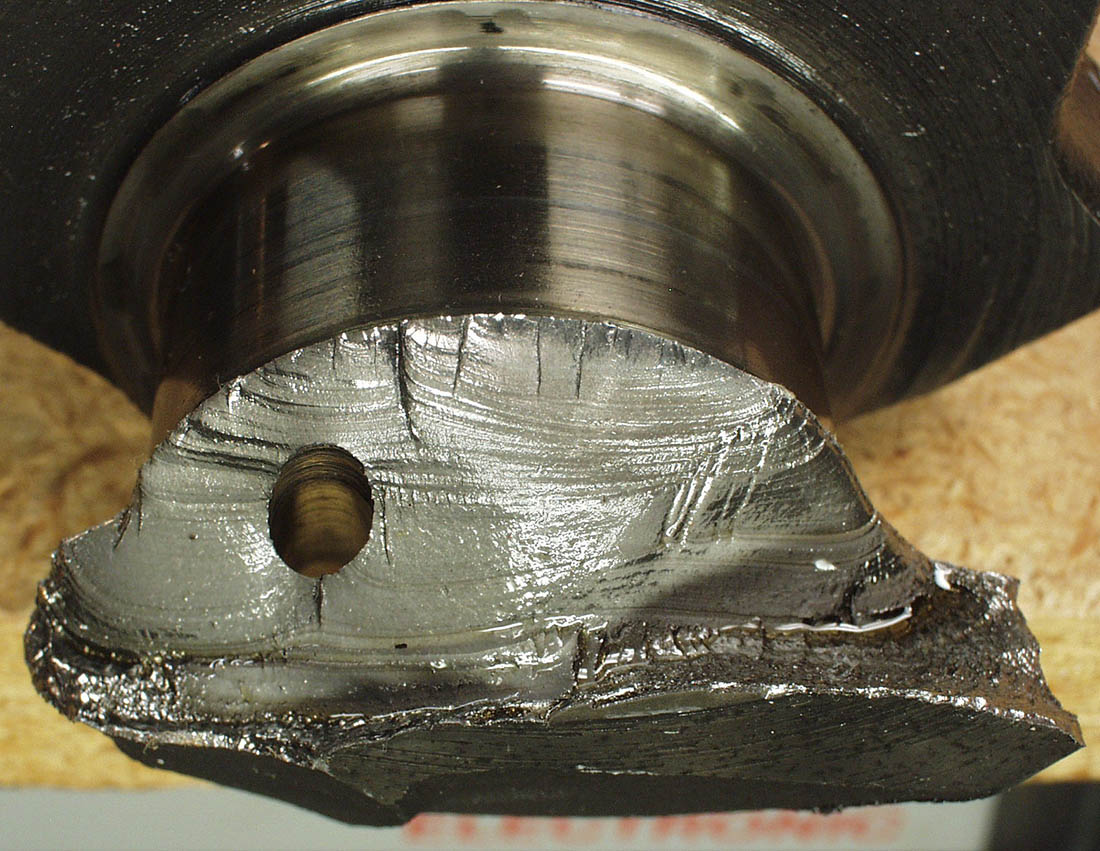
Here's a closeup of the other side of the main journal adjacent to the crankpin that broke on crank #3.

Clearly, this is only a 1/16" fillet, with multiple abrupt discontinuities (let's just call them notches) in the critical fillet area. This is not the secret to crankshaft longevity, and I am not impressed with this grinding/polishing work. I realize that grinding a crankshaft .010" undersize is a bit of a challenge, given the geometry of the fillets, but I've seen much better regrinds. After this third crank break there was discussion that cast doubt on my rear starter installation and the manner in which I flew the plane. But I'd argue that if you have a .010" radius notch in one of your rod journals, it's going to fail prematurely! The good news is we can avoid this with careful inspection, but the bad news is it's requires attention to detail, isn't easy to fix, and can be expensive when the crank breaks!
There's no doubt in my mind that crank break number three was caused by a "less than optimal" regrind and polish job with an inadequate radius, as the photo above shows, although at least one guy likes to point to my balancer keyway as a possibility...the guy that supplied the crank. Looking at these fillets, I can understand why he'd point to anything BUT the fillets as a potential cause, since superior "flight quality" is his trademark. But I've never really thought that anybody who's regrinding crankshafts would examine every inch of every fillet looking for flaws, but at a minimum, each fillet radii should be verified at more than one point along all journal's circumference with a powerful magnifying glass and a radius gauge checking for localized radius deviations. And like everything else on a customized engine, checking for airworthiness is incumbant on the guy who assembles it and plans to fly behind it! But part of the deal with the fifth bearing test was that the crank be assembled into the case by a third party so if something happened, it would certainly not be my fault. Well, apparently it was my fault anyway!
The compromised fillet is why the crank didn't break up front at #6, but on the #2 crankpin instead. A problem with the keyway or balancer would have failed right there at the balancer interface, not two crankpins forward where the forces would have been substantially dissipated by another main journal, a rod journal, and the engine case. That's not just my opinion, it's also the opinion of Ken Smith from Teledyne Continental Motors. And in "How Components Fail" there's a picture of a heavy gear that loosened up and failed its shaft. The failure was right there at the gear/shaft interface, and the break bears little resemblance to a bending fatigue break. I've seen enough finite element stress models with high stress "hot spots", and the bright red high stress is usually quite localized. A red patch at a thin spot or corner exists only at that location...it doesn't create another stressed area two journals away that causes a break. That simply doesn't make sense, unless it's some flimsy piece that's prone to harmonics or sympathetic vibration, and that's clearly not the case here. Instead, it's a red herring to deflect attention from the real issue, a compromised regrind.
The third break again verified that these breaks are primarily caused by connecting rod forces on the crank, with imperfections at the fillet being the triggers. The prop contributes even more force to the mix, which is why almost all of these breaks on Corvair powered aircraft occur at the interface between the front crankpin and the forward main, just behind the prop hub. The fact that my third one didn't break at the front of the engine demonstrates that WW's "fifth bearing", or any fifth bearing that supports the nose of the crank better, removes most of the prop forces that contribute to the breaks. I demonstrated this by flying my plane with a DynaVibe installed, both with and without a fifth bearing, and the vibrations caused by the crank nose deflections disappeared with the addition of a fifth bearing. This difference in vibration level is huge, and was clearly felt by my "seat of the pants" experience while climbing and turning. It's also an argument for a NEW crankshaft with a large, perfect, fillet radius, in addition to the front bearing. See more on this at http://www.n56ml.com/dynavibe/.

This is a stock crank I had laying around the shop. It doesn't ring well, and I assume it's cracked, but I never throw anything away. Note 3/32" gauge, and how it's not far from that...maybe .080" or so. But more importantly, it's a nice smooth transition with no abrupt discontinuities. It still doesn't meet the factory GM drawing, but if you are lucky enough to be running an unground nitrided turbo crankshaft, you are probably in good shape! Why wouldn't it meet the drawing? Checking the GM connecting rod drawings, it's almost physically impossible for the connecting rod at MMC (maximum material condition - the widest it could be and still be in tolerance) to fit between the cheeks of the crankshaft without cutting into the fillets! So...GM likely issued an ECN (engineering change notice) to the machine shop to reduce the fillet radius to avoid the bearing shells cutting into the fillets. This is just my theory, but the drawings simply don't add up. Either way, it paints a picture of potential quality control issues. Still, the uniformity of the radius and complete lack of notches is commendable.

Here's a connecting rod fillet on a $700 SCAT VW crankshaft from Great Plains Aircraft. Pretty nice looking! Not quite 3/32", but very close, and no discontinuities in the radius...very uniform, and safe! Every radius on this crank looked very similar. This crank was ground by SCAT in California, so nice crank radii are not impossible...and in fact are a requirement and an expectation, even for ground-bound Volkswagens! GPASC engines went for something like 35 years without breaking a single crankshaft (Steve Bennett checked the NTSB reports every morning looking specifically for that). Finally, in 2014, there was an in-flight failure of a GPASC crank (it is assumed) that claimed the pilot and a passenger. The culprit was a significant reduction of a main fillet radius....from the surrounding .090" down to .014", just as you see in the crank number three break above. The NTSB report stated "The crankshaft fracture surface was comparatively flat and exhibited a series of curved crack arrest marks ["beach marks"]. The features were consistent with a fatigue crack initiating at the intersection of the number two main bearing journal with the forward cheek. Visual examination revealed that the transition from the journal to the cheek consisted of a small radius fillet that blended into a large radius fillet. The fillet radii were approximately 0.090 inch and 0.014 inch for the large and small radius fillets, respectively." There's a link to the NTSB report at the bottom of the page.
Fillets are serious business, and trust me, it can happen to you as well. One failure out of many hundreds is not a bad record, and radii like the ones in the photo above are the reason. Buy a $20 radius gauge set and a magnifying glass. Trust, but VERIFY!

After my third break I asked the community on the CorvAircraft list if somebody could please step up to the plate and manufacture a 4340 crankshaft with reasonable fillets on it (I'd have done it, but my job had consumed all of my spare time for years, at that point). Dan Weseman was already thinking the same thing, and picked up the gauntlet and ran with it. Here's the fillet on his new Sport Performance Aircraft 4340 large-fillet crankshaft. Although it's not perfect, it's clear that Dan Weseman's billet crank with a .090" rod journal radius is better than a .060" fillet with .010" notches in the fillet, no matter how skeptical one is about the metallurgy of a 4340 billet crank. If you've done any research about this sort of thing, improving the fillet radius is usually the critical aspect that is improved first to end crank breakage on everything from lawnmowers to bulldozers. I've spent a LOT of time researching crankshaft breaks, and I will accept nothing less. My only wish is that the rod journal fillet radii were even larger and more uniformly radiused.
The quality control that's done with a new crank is almost certainly higher than on an inexpensive regrind, especially a regrind that started life as a crankshaft 50 years ago, with 150,000 miles on it, and then reground. Even so, it's your responsibility to check them yourself. Dan's are made from a Timken 4340 billet. 4340 is standard crank material for limited production racers, and is what's been used in hotrodded VWs for 30 years and has essentially ended broken cranks in VW aircraft engines.
And depending on which 5140 and 4340 steels you compare, 4340 has as much as twice the strength of 5140. Forging certainly helps the stock 5140 cranks, but that doesn't make it perfect, especially after regrinding. There's a void in the crank material visible in my crank number three fracture area, although it was not a factor in the break. I doubt GM "spared no expense" on these cranks, since it was an economy car. I'm pretty sure Dan Weseman tried a lot harder to make a bulletproof crank, as his life depends on it.
Using 50 year old cranks that have been through an entire life cycle in a Corvair car, wore down, and then are reground, are not what you want to bet your airplane on (and maybe your life). The fact is that using an old reground Corvair crank is a crap shoot. Given that many folks are flying behind them successfully, few have as many hours on them as mine had. The odds may be with you, but they do fail, and the results are that you could be building another airplane....like me. It's not worth the risk, and my next plane will have one of Dan's 4340 large-radius cranks in it. I have one under my workbench, along with one of his front bearings and the chamfered rods.
I'd have a Corvair on the front of N891JF if the CG weren't already at the forward end of the range with the VW engine on it. I know I sound like a raving lunatic on this subject, but as Kim McCutcheon (founder of the Aircraft Engine Historical Society) told me after my second break, "you speak with the clarity that only a guy with two deadstick landings can have on that subject". I now have three, and the message is even clearer.
Having said all of this about Corvair crankshafts, the rest of the engine is quite robust. The hydraulic valves are a dream come true, and after initial static valve adjustment on the bench during rebuild, they are never touched again until the next rebuild. The cylinder heads have lots of fins and many large cooling passages, so engine cooling is not a problem. The six cylinders are very smooth, and offer a lot of safety margin if one cylinder is crippled for some reason.
HomebuiltAirplanes Forum Thread
The following is my reply to a long-running thread that I discovered on the HomebuiltAirplanes.com Forum last year, titled something like "pilot has third crank break". This thread had lots of contributors saying that it was ludicrous to even think that a Corvair engine would make a suitable aircraft engine, or any other auto engine, for that matter. What what were we thinking? And along the way my name was dragged through the mud as being an idiot for having been stupid enough to persevere to the point of breaking three crankshafts. I was steaming after I read the thing (the thread was up to in 2016, probably 1500 by now), which is an unjust smear of my character and intellect.
Also "CorvAircraft" enthusiasts as a whole were painted by a broad brush as mindless followers of an apparent deity called "The Corvair Authority", and shunning the lessons learned that the Corvair auto racers were quite willing to share with us misguided airheads. This is completely false. It is true that William Wynne (self-named as The Corvair Authority) brought the Corvair engine back to the forefront as an alternative automotive aircraft engine, but many builders have helped further the "movement". The vast majority of us were starving for anything that we could find to make this engine a reliable aircraft engine. After all, our butts are on the line, and experimentation is how the envelope is expanded to solve such problems! WW himself is one of the few that I recall eschewing assistance from the automotive side, and those instances were likely based on factual aircraft experience, rather than a blanket disregard of whatever advice was offered. I will certainly agree that his tone of dismissal could have used a softer touch, however. My motivation for this reply is to attempt to set the record straight, if that's even possible at this point.
The thread is full of red herrings, incorrect information, technical ignorance, and downright false tales, all presented as fact. The unfortunate side effect is that a lot of negativity was emitted toward torpedoing automotive conversions, which does nothing but bad things for Experimental aviation in general, and insurance rates in particular!
For example, a guy named John Affleck says he spoke to me at length about Corvair crankshafts, and that I have no idea what I'm doing, and what very little I know about the topic, I learned from him. When I heard about this, years after his post, I made a post that completely debunked his post as the invented story that it was, but you'll have to read the thread to believe it (and I'm not going to perpetuate it with a link!). A quick synopsis is that he sent me nine emails over a two or three day period, none of which I replied to because it was clear from the first one that he was a blowhard troll with "issues", and I didn't want to get involved in any kind of debate with him. As an example, one sentence from him was "I know everything there is to know about internal combustion engines...". I never "talked to him" at all. I replied to his email barrage only twice, after several weeks, and that was basically "I appreciate your comments, but I have this under control and don't need your help". His first emails were somewhat admiring, but once rejected, he suddenly disliked me. All of these emails are posted in my reply to the Forum, and are self explanatory.
Another guy in that thread claims to have talked to me and examined my engine while the plane and I were at an airport in California. That's another fabrication. I've only been to California three times in my life, once on my honeymoon many years ago, and two quick business trips, all of which were before I built my airplane or my engine. But the guy says he talked to me and I displayed my ignorance to him as well. If that conversation really happened, he talked to somebody else, who sure enough, wouldn't have had a clue about Corvair crankshaft failures. I'll give him the benefit of a "bad memory" or "mistaken identity", but it wasn't me. Just another example of a complete fabrication passed off as a fact, and at my expense.
There's about a week of reading on that pathetic thread, and if I were you, I'd simply avoid it, as it's thoroughly depressing that pilots can arrive at these conclusions despite the facts.
People who actually know me would likely characterize me as a nice guy who is technically knowledgeable about aircraft and engines, and selflessly and tirelessly facilitates others through the free KRnet, N56ML and CorvAircraft websites that I host, KRnet and CorvAircraft, which have existed for over 15 years.
If you want to read Affleck's comments, I have posted them all, along with my response, at http://www.n56ml.com/corvair/affleck. I think you'll agree that the guy is a blowhard, and quite full of himself. It will take a while to read his posts, but they are quite amusing. He makes many contradicting statements, and is completely wrong that rod forces and fillet radius have nothing to do with this common failure mode. How can I say this with conviction? Because I got it first hand from REAL experts on aircraft crankshafts, two long-time top level Teledyne Continental engineers, and many other sources from aircraft and heavy engine industries. And the huge front bearings and 4340 cranks that VWs have been successfully flying behind for 30 years, plus my own Dynavibe experience, prove to me that a front bearing makes a huge difference in loads that the crank sees from the propeller.
Mark Langford
http://www.n56ml.com
Below is retained for historical content, as I reported in 2005 after the dust settled from my first crank break. I think it's good information that should be saved and savored.
Here are some expert opinions that I received after news from my first crank break circulated among the aircraft engine community.
Comments from experts in the field are that torsional forces were not an issue with my crank breakage...it was pure bending. I also have to mention that my engine was a 3100cc, which by definition means the crank is seeing 15% higher loads from combustion alone.
Nitriding is a significant amount of insurance against fatigue fracture of the type that broke my crank (see comments down below). Whether or not you'll ever need it depends on a lot of factors, many of which you have no control over and probably are not even aware of. I
What else am I doing differently? The prop is indexed so that it is vertical when number 6 piston is at TDC. What this does is takes the extra forces due to P-factor (descending blade getting a better bite) and distributes them to the number 6 rod journal 90 degrees out of phase from when the rod bending is highest, so now it's perpendicular and not additive. My 2700cc engine is as smooth as I ever imagined it could be, and I fly with a lot more confidence than I did with my first engine. I now have over 200 flying hours on this new crankshaft (as of June 2006), with no problem. I place most of the credit on the nitrided crankshaft, but prop indexing is probably also a factor. It's worth noting that WW thinks prop indexing is complete hogwash, as he apparently knows more about this topic than the lead engineers at TCM. (2016 note - even this 2700cc engine will not fly again without a front bearing on it, and a 4340 crank.)
Read the comments by experts below, and you'll come away with the appreciation for nitriding and careful attention to journal radiusing that I now have. The crank in my current 2700cc engine was nitrided to a depth of about .015" at Advanced Heat Treat Corporation in Monroe, Michigan, (http://www.ahtweb.com/) at a cost of $150 (they have since informed me that for aircraft use, it's more than that). That's still some cheap insurance! My new (next) 3100cc engine crank was nitrided at Nitron, Inc.,25 Wellman Street, Lowell, MA 01851, phone 978-458-3030 (ask for Pramod). Price was fifty bucks, but turnaround time was slow, and I'm pretty sure that costs a lot more now also.
Earlier - July 3, 2005 - Preliminary "report"
I have heard from five experts in crankshaft fracture analysis who've seen the photos above.
The first was Ken Smith, introduced to me as "the world expert on aircraft crankshaft dynamics and failure modes" by TCM Chief Engineer John Barton. First thing he asked was "was this crank nitrided, and the prop indexed properly?". His analysis was that "combustion forces are the primary source of the bending fatigue fracture", and there was "no torsional component". "The fracture is multi origin bending fatigue from the forward fillet of the #6 crankpin. The position of the origin is approximately coincident with the occurrence of peak combustion pressure from #6 cylinder, which is what I would expect in the case of a primary bending fracture. I see no obvious defects in the fracture origin area, including no unusual geometric stress raisers in the affected fillet. The multi origin nature of the fracture indicates that the part was overstressed by a moderate amount. You need a stronger crank (nitriding) or lower combustion forces. "
When I asked for details, he mentioned that one possibility was that I've bored it out to 3100cc (from 2700) and the rod is now transmitting 15% higher forces to the crank than it was previously. While you could argue that the same crank handles 180 hp in the turbo version, the actual total number of cycles at a load high enough to exceed the fatigue strength are rarely attained in the automotive mode, yet we call on it regularly to takeoff and climb in aircraft use. Also, 180 hp Corvair cranks are nitrided and mine was not! I should know even more after he gets a better look at it, and will report his findings. The answer to both nitriding and prop indexing questions was "no", unfortunately, but that makes it awfully easy to increase my safety margin next time around. When asked, he said there was no way detonation could break a properly designed crank.
Regarding nitriding and prop indexing, he wrote: "Your nitriding depth of .015 sounds acceptable. If the prior stress relief was above the nitriding temperature, there should be little warpage. For your two blade propeller, just index it 60 to 90 degrees from the #6 crankpin. On GA aircraft the prop is indexed in order to minimize blade bending stresses. The prop does not significantly affect crank bending stresses [on GA aircraft]. However, you will have noted that the front main bearings in a GA engine have a much greater effective length than in the Corvair crankcase. The latter is therefore more susceptible to crank/prop interaction."
Another expert is the metallurgist for one of the world's largest aircraft engine manufacturers. Upon seeing the photos, his first question was "are you sure that crank was nitrided?" He also said "you may be fighting a duty cycle problem". Keep in mind that "bending" is not just something that could come from the prop and hub, but is also what the #6 connecting rod does to that journal every time the cylinder fires on the power stroke, and returns the piston after the exhaust stroke. He also pointed out the sometimes when dealing with generously radiused journals, the edges of the bearings can "cut" into the fillet, creating a stress raiser.
We have a metallurgist on staff who spent years analyzing fractures in machine parts. She said "classic fatigue failure due to bending", and to prove her point, showed me a picture from a fractograph book that looked exactly like it. That still doesn't answer the question of exactly how, but I'm hoping to find that out from expert #1, who now has the parts in hand for a better look.
Another guy (pilot and homebuilder) who does this for a living for a large diesel engine manufacturer in Detroit said "textbook case of a bending fatigue failure". No signs of anything torsional. He said the break is normally closer to the source of the torsional problem, so that's another clue that the flexplate is not the problem. One of his co-worker experts also said it was highly unlikely that the extended length prop hub caused it, but I'm not so sure either of us go for that . And he suggested I seek employment as a fractograph photographer, since my pictures were so good!
Here are some nitriding comments by a metallurgist for a "major US helicopter manufacturer":
Nitriding does indeed improve dramatically
the fatigue life in all failure modes, i.e. bending, torsion etc. But it
only improve the cycles to initiation. The cycles to propagation quickly
pick up once the fatigue progression sets in. After 0.015" of fatigue
progression in a crank with 0.015 nitride depth = no benefit from nitriding.
To get even better fatigue benefit, the heavy duty market, i.e. Cat, Cummins
Diesel etc. will induction harden the throws and many times will also
incorporate a rolled (compression) radius coming off the throw. Typical
induction hardened journals will be in the neighborhood of 0.050- 0.075"
deep and a rolled fillet can impart a compressive zone upwards of 0.100
deep. Always remember cracks ONLY open under tension. Any residual
compression buys countering insurance. Nitriding, Carburizing, Induction
Hardening, Rolling and shot peening all belong in the powerful chapter of
Metallurgy dealing with fatigue improvement. Carburizing and induction
hardening on a unit stress basis probably imparts the best fatigue
improvement for cranks.
The gyroscopic forces imparted from a spinning prop
are to taken very seriously and treated with the up most respect. I spent a
lot of years working for a big helicopter mfg. - they use REALLY BIG props.
He also wrote: To do it right, the sequencing on your special processing needs to be correct. I would #1 Stress relieve, #2 Nitride, then #3 shot peen. The nitriding process is a heat treating process at around 980-1000 deg. F (depends if it is a 2 stage process to minimize the white layer) I would definitely request that the hard brittle white layer left from the nitriding process be removed by citric acid or abrasive blasting. If left on, it in itself can cause fatigue problems in the future. The beneficial effects of shot peening go away at around 600 deg. F sooooooooo........ nitride first, then shot peen last.
From New Zealand: I was shown your "lovely photos" by a co-worker who is building a Corvair engine for his aeroplane. They are amongst the best photos of a classic crankshaft fatigue failure that I have ever seen. I have 26 years (mostly Military) full time NDT experience in 5 methods and have seen quite a few broken crankshafts and many with cracks. I have read your excellent article and thought I would add my 5 cents worth. You are on the right track with the Nitriding, etc and it is essential that there is a LARGE radius at the corner of the journal, the bigger the better, but it depends on the amount of room you have. "Good" machine shops will actually work this out and "dress up" a grinding wheel to the correct radius for your job.
The two points of origin of the initial cracks indicate to me that there was either existing cracking in the radius missed by Magnafluxing, or areas in the radius of "localised grinding burns" caused from when the crank was ground undersize. It is rare for a good Magnaflux operator to miss crankshaft cracks as long as the equipment and processes are "up to specification". Grinding burns can only be reliably detected by etching the journal with a special weak acid to show up any "decarburised" areas. These areas are very brittle Martinsite and cracks WILL start from there, even if the item is just in "normal" service. There is a Mil Spec available for the "Temper Etching Inspection" , its MIL-STD-867A (USAF), however most books on metallurgy will cover what/how to do it. Grinding burns are not limited to crankshafts and can happen any time there is a grinding operation carried out. We do a lot of grinding of aeronautical parts and all critical parts are Magnafluxed and Temper Etch inspected, irregardless of who was running the grinder. Most grinder operators are aware of the causes of grinding burn, but it can also "just happen" and not be evident to the eye. Well, good luck with it all. This has probably just given you something more to consider as you seem to have most of the other bases covered in your article.
What this is starting to look like is that there is no smoking gun pointing to anything "easy" like an existing imperfection, oil starvation, foreign object scoring of the crank, or anything else other than simply exceeding the duty cycle fatigue strength for the crank. It simply saw too many cycles at a level that was above the fatigue limit, and failed, just like cranks do that have been overloaded for too long. This could be a combination of any or all of the following:
Failure to nitride the crank, plain and simple.
Inadequate fillet radius size, which is obvious when comparing to a "real" aircraft engine.
the propeller not being properly indexed to the crank to minimize bending stress (prop should be vertical when forward-most cylinder is at TDC)
the 1.25" prop extension (5" total) increased bending stresses due to precessional forces by 33% over William Wynne's typical installation (his hub is 3", plus 3/4" for the flexplate puck), and magnified P-factor forces and any problem with prop blade asymmetry or imbalance accordingly
us KR guys are running this engine faster than it normally is on a Piet or more typical installation, amplifying forces mentioned above
15% more power being produced than is normal for this engine due to the 3100cc Big Boy kit (and a direct 15% increase in bending stresses from the connecting rods to the crankpins)
there may have been a tiny imperfection that magnafluxing didn't find, or some other defect, perhaps caused during grinding the fillet radius, but this could happen to any crank shaft, and no evidence was found of such a defect, especially considering the mulitple crack initiation sites.
Add two or three of these up, and you have exceeded the crankshaft's fatigue strength. I think my installation simply pushed the envelope too far, and the other three KR crank failures did the same thing, in similar ways. Although most people think that cranks are nitrided to improve wear properties, it also makes a huge difference in fatigue strength. Nitrided cranks can demonstrate up to a 50% increase in fatigue strength over non-nitrided cranks (although 33% is probably a better average). I have an ASM report that gives an example of a 58% increase in fatigue resistance, which took the part from routinely failing in 10 hours to infinite life. Our mileage may vary, but this is an indication of how important nitriding can be to the life of a crank. Even Revmaster and Great Plains nitride their VW cranks, and practically all aircraft cranks are nitrided.
It MAY be that I could simply get by with nitriding the crank in my new engine, and flying again. This might get me up out of the range where the fatigue limit would never be reached. But at this point I plan on doing the following:
nitriding my "new" crank, which was ground by William Wynne's preferred crank grinder. It is worth noting that Steve Makish is running a similar rear starter setup, has 2" more prop hub extension than I have, has NOT broken a crank, but is running a standard 180 hp turbo nitrided crank!
retaining the rear starter, since torsional vibration is not identified as a contributor, but avoiding resonance ranges and improving the stiffener to reduce the vibration level of the flexplate while passing through these ranges
dynamically balancing my prop
buying a CNC'd Sensenich prop to eliminate the potential for assymetrical blade "bite"
building my next engine as a 2700cc (although I will build another 3100cc, and then use the 2700 as a spare)
The crankshaft for my new engine is now being nitrided to a depth of about .015" at Advanced Heat Treat Corporation in Monroe, Michigan, (http://www.ahtweb.com/) at a cost of $150 (they have since informed me that for aircraft use, it's more than that). That is extremely cheap insurance for raising the fatigue resistance by 50%! The nitriding process also deposits .0003" of a dull film above the previous surface. Polishing with an ultra fine (gray) Scotchbrite pad removes the film, and restores the original journal dimensions of the crank.
Other interesting facts that may be of some relevance, written back in 2006, before the expert opinions mentioned above:
There have been thousands of hours (collectively) run on Corvair engines powering aircraft with no crank failures at all, up until about a year ago. Some engines have exceeded one or two thousand hours, and William Wynne's Pietenpol engine had over 700 hours on it with no problems. These are mostly on slow airplanes like Pietenpols that turn the engine a max of 3000 rpm, with large diameter props, using a starter/ring gear located at the front of the engine. These engines normally have a 3" long prop hub installed.
The first crank break that I know of was last year on Bob Lester's 2700cc KR2, which was implemented directly from my Sentra rear flexplate webpage, which involves hanging a 3 pound Nissan Sentra flexplate off the balancer end of the engine (fastened to the hub, not the outer ring). But he was running a "heavy" Warp drive three-blade propeller for the last 5 hours or so. He had about 100 hours on it, I think, and it broke in the same place as mine (foremost rod journal, #6). This breakage was unpublished, so we knew nothing about it until recently. He has a prop hub that is a total of 7" long (Wynne hub plus 4" extension).
The next crank break was on Bill Clapp's KR2S 2700cc engine, also similar to my installation, but is running a Prince wooden prop (same weight as mine), which broke in the same place as Bob's. His prop hub is similar to mine, at 5" long, but it's basically a Wynne hub with a 2" extension. This breakage was also unpublished, until recently.
Bob Lester broke another crank, this time closer to the middle of the crank, but was using a lighter Prince wooden prop this time around, but the same 7" overall hub length. Prop tracking and spinner balance was suspect, to be fair. This crank was standard (never ground) and had been magnafluxed. This breakage suggested a pattern, so it was published. He had something like 40 hours on this crank. He told me he tends to run his wide open at about 3200 rpm.
I broke my crank, same location and setup as the rest, with only 50 hours on the engine. One more difference is that mine is a 3100cc engine, putting out about 15% more power than normal. I'm not only publishing it, but plan to figure out why! My engine was dynamically balanced by a speed shop, all rotating masses except prop and flexplate. My flexplate had a total of .014" runout at the ring gear. I don't really know where my prop was indexed with respect to #6. The crank had been ground .010" and magnafluxed prior to installation.
Steve Makish is the only guy running the above setup (for 170 hours now) with no problems, but he's running a Ford Probe ring gear, rather than a Sentra, has a large stiffener bolted to it, and his is not spaced out at all from the crank, but bolted direct to the balancer hub. He also has a 4" extension on a WW prop hub, so his prop hub is effectively 7" long, compared to my 5" length. The other interesting thing about his setup is that his crank is original...never ground, and is a nitrided 180 hp turbo crank!
At first, the addition of the Nissan Sentra flexplate appeared to be a potential factor, but with 20/20 hindsight, that's clearly not the case. The break would have been on the flexplate end of the engine, not on the opposite end, and all of the crank breaks I've seen are exactly the same...combustion forces near TDC. All props were two-blade wooden props weighing about 5-6 pounds, except for the Warp Drive, which is a heavier three blade composite prop.
See previously mentioned NTSB report.
Return to Mark Langford's KR2S CorvAIRCRAFT engine project.
See