Mark Langford's KR2S Project
Oil impregnated hinge bushings
originally created Mar 17, 1997, but revised May 12, 1998 because a nice representative of the owner of the "O*lite" trademark told me to cease and desist using their name, or I'd be sued for copyright infringement. You'd think they'd appreciate the free advertisement but NOOOOOOO! So, by all means, don't even consider buying "O*lite" bushings-buy oil impregnated bearings from ANY other manufacturer except them!
Oil Impregnated Sintered Bronze Tail Surface Hinge Bearings for the KR
O*lite bearings are normally constructed of sintered bronze. o*ilite is a commonly used brand name, but there are many sources. They are manufactured in a manner which leaves tiny voids throughout the structure, somewhat like a sponge. They are then thoroughly impregnated with oil, so that during use, oil is constantly released to keep the rotating parts lubricated. This continuous lubrication makes them ideally suited for KR tail surface hinges.
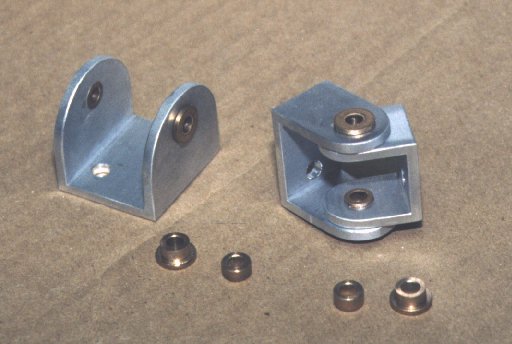
Oil impregnated sintered bronze flange bearings are available in many different shapes and sizes, but the selections are slim down in the .1875" ID range. The bearings shown are actually made by slicing a longer bearing in half (Boston Gear #FB35-3). The flanged part has a 3/64" flange, and is cut so that the bearing extends 1/8" (full depth) into the larger of the two hinge channels. The remaining part of the bearing is then machined down to 1/8" length and is used on the inner 1" channel. Because there is no flange on the inner hinge, an aluminum or nylon spacer must be installed around the bolt as a positive means of preventing the spacer from slipping out of the hinge. Of course, you could also put another flanged bearing on the inner hinge, and cut the excess bearing away, or just buy a 1/8" long sleeve bearing for this location (Boston Gear #B25-1).
Installation instructions vary, but the bearings are usually installed as an interference press of about .001" for this size. The press fit will compress the inner diameter somewhat, so the bore will then require reaming to the proper bolt diameter to provide a .001" running fit. Use a sharp reamer, as a dull one may smear the pores of the surface, effectively closing off the oil supply. Follow instructions provided by the bearing manufacturer. Of course, the instructions say to countersink the flange 3/64" so that it is flush with the surface. That would almost certainly require a machine shop, so they were simply left on the outside. Longer hinge bolts will be required. I've also heard that after assembly, you can soak the bearings in a 130-150 degree oil bath to replenish some of the oil lost during the machining process, but have never seen this as part of the installation instructions from a manufacturer.
For the do-it-yourselfer, you could just drill the required 5/16" hole slightly large for a slip fit, and use green Loctite to hold the bearing in place. Green Loctite is used when joining oily materials, and is well suited for this job. Also, the flange will hold the outside, and the spacer will ensure that the inner bearings stay put. Also, note that tolerances on these bearings are not extremely tight, so treat each one as if it were different. It probably is. After a press fit installation, an AN3 bolt will probably not even fit in the hole, so expect to buy a 3/16" reamer for sure.
Any local bearing emporium will have (or can order) oil impregnated sintered bronze bearings. Wicks and AS&S sell them ready made for our application. I bought mine an an Invetech bearing store for about 50 cents each, with two required for each hinge (mine were cut in half, remember?) But if there are no local sources, one is Boston Gear at 14 Hayward Street, Quincy, MA 02171. They can be reached at (617)328-3300. Don't tell them where you heard about them. Their lawyers are watching me...
Return to Mark Langford's KR Project
Send email to Mark Langford at langford@hiwaay.net